文:Fondarex SA, 瑞士
简介
Fondarex(方达瑞)自1946年建立至今,已发展成为一家专业的压铸真空系统公司。方达瑞的真空系统具有稳定、高效、经济及可持续生产性等特点。Fondarex于1946年始建于瑞士,成立之初是一家生产压铸件的压铸厂家,在1952年研发了第一套用于压铸工业的真空系统。自1978年起,Fondarex只专注于真空技术并不断升级设备产品。目前,Fondarex已成为真空压铸市场的领军企业。
如今,真空技术在生产复杂和高质量的部件,如结构件方面起着关键的作用。而不同的压铸厂家有着不同的生产条件,所以Fondarex会根据客户的实际情况,为客户的每个项目提供完整的咨询和技术支持。这就意味着将系统形成一套专用的真空应用设计,在此设计中,浇注系统和真空通道可以达到最佳配置。通过诸多细节以及公司自身的丰富经验,并依托于25套不同型号的真空系统、真空阀和排气板,Fondarex每年为众多客户提供最理想的配置和最优的真空解决方案(图1)
本文的重点之一是真空应用的研究,由于第一和第二阶段的填充及抽真空工序是同时进行的,因此浇道和真空通道的设计显得尤为重要。
本文的另一个重点是在真空压铸过程中使用Fondarex真空系统和湿度传感器所涉及的工艺控制。
设备
每个项目都从Fondarex“真空应用研究”开始,这决定了真空设备的选型,同时设计了相应的浇注系统和真空通道。
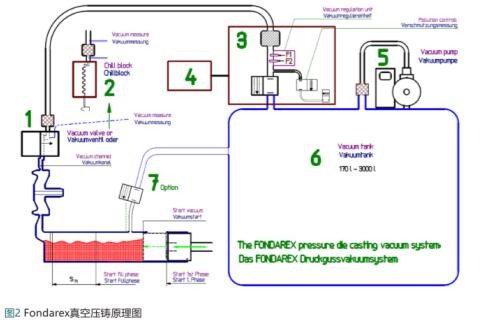
在生产薄壁件时,第一阶段速度更快,若要达到理想的真空度,通常会选择更大型号的真空阀或排气板(图2)。然而真空度并不是越低越好,长时间处于一个较低的真空值会产生一些问题,如空气、湿度、脱模剂、导热油和冲头润滑油等。因此,在真空应用和模具调节的两种基本配置中,排气相关部件尺寸不应被加大设计。
更少的渣包意味着:
重熔更少的金属
减少型腔内金属液的流动
提高模具的密封性-减少飞边
成本效益
渣包不足的风险
导致温度不平衡
在铸件结构或表面的脱模剂残留
真空阀和排气板是根据客户的需求及Fondarex多年的实践经验来选择的。
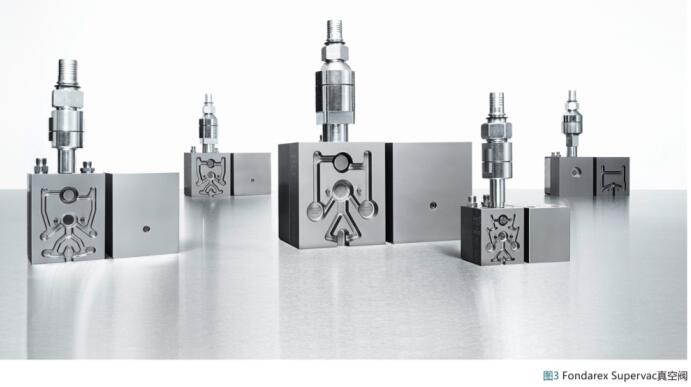
Supervac真空阀的使用确保了高效、精确的真空测量,其投影面积更小(图3)。
SCS排气板内没有移动部件,因此更易维护(图4)。
新的真空系统可结合真空阀和排气板使用(图5和图6)。
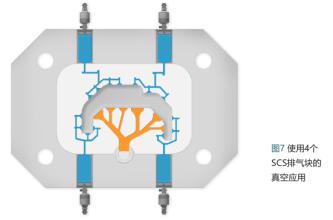
当使用4个排气板时,其截面积能保证单位时间内的排气量(图7)。
优点:模具表面的热膨胀均匀分布,几乎没有多余的空气进入型腔。当然重要的是每一模结束后都要对4个排气板进行检查。
缺点:由于4个排气板会有更大的投影面积,这需要更大的锁模力,否则在生产过程种可能会将模具冲开。
解决方案:使用一个较大吨位的压铸机或使用两个真空阀来减少其投影面积。
在真空压铸过程中,模具的密封性和清洁度是保证高质量真空铸件的必要因素。随着真空系统的不断升级,进程控制对快速识别问题和排解问题至关重要。#p#分页标题#e#
这就给我们带来了第二个关键:真空压铸过程使用Fondarex真空系统和湿度传感器。
要成功生产出如结构件的铸件,需要完全掌控压铸工艺和真空技术。任何偏差,如泄漏、不正确的参数设置,甚至选择了不匹配的真空部件(罐的容量、泵的排量控制、真空阀和排气板的尺寸)都会对铸件的质量产生重大的影响。
Fondarex真空系统通过最近研发的湿度传感器,更好的控制了真空压铸过程。目前,Fondarex真空系统已具备了如下功能:
-模具真空度测量
-真空调节系统
-过滤器污染物控制
-排气板真空通道检测
-排出气体体积测量
-排出气体湿度测量
-模具密封性检测
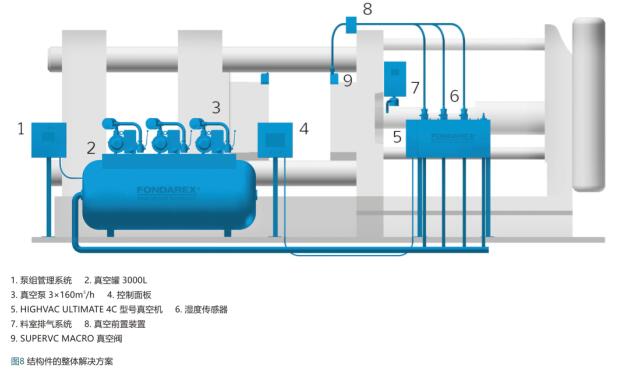
以上的数值和曲线可以直接显示在压铸机上,或者通过Profinet、Profibus或以太网传输到计算机屏幕上,实现设备和主机的集成(图8)。
每次压射都会测量其排出气体的体积(图9)。其值可以计算并可设定误差范围,若未达到设定范围,则生产会被中断。由于温度作为关键因子难以预测,因此会对实际排出气体的体积造成影响。当真空软管长于10m,F1设定为1,若真空软管短于2m,则设定为0.8。不同的真空软管长度都有与之相对应的设定值。
真空压铸过程中,气体的湿度很重要。若湿度过高,则会对模腔内的真空效果产生不利影响。换言之,当金属液进入型腔时,若湿度过高,则气体体积会显著增加。在这种情况下,若使用Fondarex真空系统,抽气过程将持续至填充完成。
真空度越低,模具内的湿度就越低。如下图所示(图10:):
当真空值低于100mbar时,剩余气体的平均湿度小于12%,对铸件金属的结构是有利的。
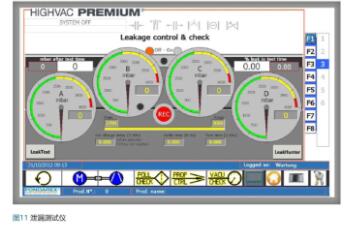
此外,Fondarex已在真空管理系统中配备了泄漏检测功能(图11)。
实例
汽车工业的发展对压铸的需求逐步增长。在积累了众多的经验后,Fondarex已证明其真空技术能够满足客户的期望。
乔治费歇尔:一家在汽车工业技术方面领先的制造商,力求于超越这个领域的行业标准,从而实现最高效益。玛莎拉蒂车门的制造就是一个成功的例子。乔治费歇尔用铝合金真空压铸工艺代替了原先的钢板制造,减少了其23%的重量。此外,所有的功能属性都被集成到车门中。另一个优点是可以大幅缩减后续的加工工艺,因为这个复杂的结构部件可以一次生产。
结论
Fondarex真空技术作为生产中的一道关键工序能提高整个生产链的效益,不同于其他周边设备之处在于,它对能源和资源的需求可以忽略不计。Fondarex的真空技术不单只是简单的降低型腔内的压力,而是通过同步生产、过程控制,并以最低的投资实现最高的产出。
自1952年起,Fondarex及其员工已在全球范围内成功完成了数以万计的真空压铸项目。






















 27.93万
27.93万





































