文:德宝压铸技术公司黄奇德
引言
自动化的高真空压铸对生产条件有很高的要求。除了要有大排气量的真空阀和模具密封性外,高真空压铸还要避免充型时的气体产生,这包括在高真空下残留在型腔的水份容易蒸发,还有冲头润滑油和铝液接触时的气化。此外要维持正常连续生产,模面要少沾污和残留,不然堆积的残留会导致毛刺出现,损坏密封条;排气通道堵塞和影响阀块开关。脱模剂和冲头润滑油的选用对此有很大的影响。
水溶性离型剂的功能
离型剂在压铸生产中必不可少。它的功能是帮助铸件脱模、模具冷却降温、模具部件之间的移动润滑、促进金属液流动和保护模具防粘氧化。铸件脱模是它的首要功能。压铸的脱模问题包括模具粘铝、铸件收缩和铝液冲刷。粘模出现的主因是高模温和高压状态下,铝对铁的亲和力产生了晶相反应,形成渗铝的铁固熔体,之后的铸铝直接粘附在晶间化合物上,形成粘铝。铸件的收缩则发生在型芯位置;尤其是拔模角度小的型芯,铸件收缩的包紧力令脱模困难,如果有位置拉伤了就更难。冲刷由铝液的高速流动造成;特别是在近浇口位置,会导致模具出现裂纹和表面不平,甚至会有倒扣,无法脱模。离型剂的作用是形成耐高温的润滑薄膜,不容易让铝液冲走和烧掉,以保持脱模的良好性。形成良好润滑薄膜的参数包括喷涂时间、模具表面温度、喷嘴雾化效果、模面/喷嘴的距离、喷涂角度、喷涂压力等。
离型剂种类
离型剂分为溶剂性、水溶性、纯油性、粉末性,一般最常用的是溶剂性和水溶性离型剂。溶剂性多用于小和形状复杂的锌合金件,避免对模具降温和提高脱模效果。由于溶剂易燃,而且长期吸入对人体有危害,同时铝合金模具需要冷却,因此水溶性更受到广泛使用;一般用水稀释50-150倍使用。低稀释比会降低冷却效果,但附着的润滑层较厚,高稀释比的效果刚好相反。
常用的水溶性离型剂成分包括矿物油、蜡、硅油、表面活化剂等,成分的调和视乎应用。矿物油是由原油提炼的。它的润滑性好,是主要的成分。但如果精炼过程不过关而存在太多杂质,会导致挥发时间太长和过多残留,而且矿物油含少量有害物质如链烷烃paraffines,和芳烃aromatics,对人体不好。蜡的功能和矿物油相似,它对促进金属流动性更好,特别是用在薄壁件生产。但在高温下(>300C)会很快烧光而不存薄膜,损失润滑性。在低温下(<100C)则会凝固堆积在模架上,或堵塞喷雾管道。残留在滑块空隙或排气道的蜡会妨碍排气。硅油的特性是耐高温。缺点是蒸发后残留石英粉在模面上,会排斥漆油,导致上漆问题。需要选用润滑性较高和较易上漆的聚硅氧烷polysiloxane。表面活化剂(乳化剂)用于水和油/蜡的链接键,乳化液太多令疏水性差,不利于水的蒸发和冷却,太少则令乳化不均匀不稳定。
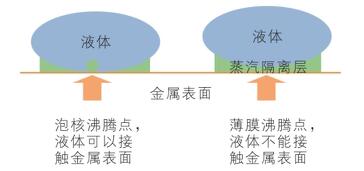
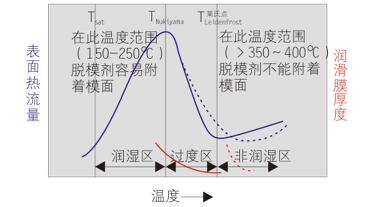
由于蒸汽隔离层的出现,水在高温的模面上是不能有效附着的(液体无法湿润金属表面),这种物理现象就是莱氏现象(Leidenfrost Phenomenon),达到这一现象的温度称为莱氏点。当模具表面温度高于离型剂的莱氏点,离型剂既不能附在模面,也不能有效降温。直到模面温度下降,蒸汽隔离层破坏了,离型剂薄膜才开始在模面形成。不同的离型剂和不同稀释度的的莱氏点都不同,这都会影响喷涂效果。
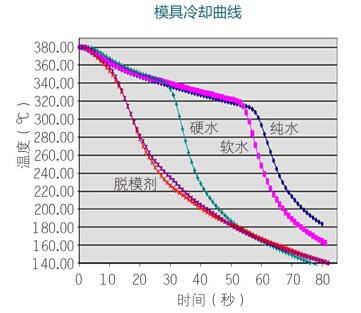
水质的影响
稀释水主要用来冷却模具,都要挥发掉;不同的离型剂有不同的冷却速度。高冷却速度虽然提高了生产效率,但对模具产生的热冲击更大。选用和配比离型剂要考虑模具寿命。水质对使用的离型剂有很大的影响,特别是高表面要求的电镀件。pH值要能控制在6-8之间,才能保证乳化效果的稳定性,酸性过高容易发气。水的导电率不能过高,在400uS/cm内,避免残留和腐蚀模具。水质不能过硬,要控制在125ppm内,以免有残留。型腔上的矿物质和水垢残留令铸件表面不光滑,影响外观和密封条的功能;模架上的残留会导致毛刺;排气口的残留会堵塞排气,喷头也会堵塞。不能有太高的氯气含量(<100ppm),避免模具腐蚀。同时要保持稀释缸的清洁,以防细菌滋生。
离型剂的回收
环保对中国未来的持续发展至关重要,特别是污水排放。过去由于法规执行不严,用水和污水处理成本不高,压铸厂不重视耗水量。对管道漏水、设备用水量、循环使用和离型剂用量并不关心,现在是时候正视这问题了。
离型剂的回收使用在国外很普遍。大部分是直接在压铸模具下方接回做简单过滤,再和新的稀释离型剂混合使用,或做次级模具冷却应用。也有中央收集后再做过滤、杀菌、再调和稀释。
离型剂在使用过程中受到高温高压冲击,其中部分活性成分被破坏,使用效果大大降低。这包括附着力、气孔率和表面光亮性,甚至出现斑点;因此不适合用于高要求的铸件生产。目前国外有些适合回收使用的离型剂,即使多次回收使用,也不影响乳化稳定性和铸件表面光亮度。
微喷涂技术
上段提过,虽然喷离型剂能快速降低模具温度,但同时衍生很多问题,譬如强化了热疲劳导致模具寿命缩短,喷水和吹气时间耽误了生产周期,大量的离型剂排放令污水处理成本大幅上升。在产品质量上,铸件表面的水纹增加了,残留的水气造成气孔问题。如果稀释度很低或干脆用原液,就能进一步降低生产成本和提升产品质量。因此有了微喷涂技术的出现。
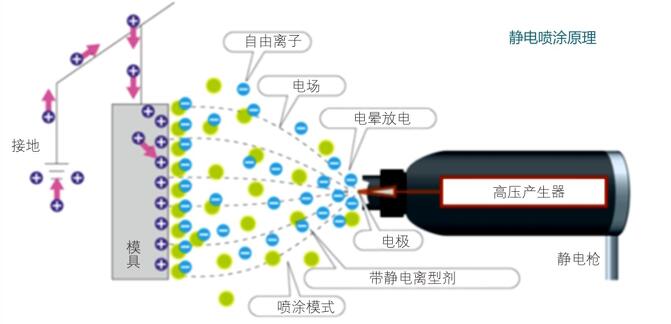
微喷涂首先以干粉或油剂静电喷涂作为商业化推出市场。证明在模具设计配合下,能提高产品质量,还大幅提升了生产效率和模具寿命。静电喷涂有很多传统喷涂没有的优点,好像是突出的型芯,需要多个不同角度的喷头才能均匀喷上,而静电喷涂则很容易就能做到全面的覆盖。这样就简化了对形状复杂模具的喷涂。不过推广静电喷涂的最大障碍是和传统技术不兼容。由于不用水来稀释,离型剂没有冷却效果;要使用此新技术,模具内部冷却的设计和加工要求很高,特别是形状复杂的模具,其实很难单靠内部冷却来达到模热平衡。旧有的模具也很难应用。此外除非是指定机器生产,不然经常更换整套喷涂设备不现实。而且还要投入高压静电产生器,除增加了成本外,安全和设备保养维护也很重要。
微量喷涂系统
随着纯油性离型剂的商品化越普及,也出现油性离型剂微量喷涂技术。相对于静电喷涂,这种喷涂技术的优点是较容易和现有标准的喷涂方式兼容。并和水型离型剂在同一喷涂系统一起使用。
油性离性剂主要成分为合成硅油、酯油等。因为喷量少,生产周期缩短了,模具温度相应升高,它的耐热性能必须很好。原液油性脱模剂的脱模效果高,在脱模困难的位置喷上少量,能维持几十模正常生产,大幅提升生产效率。可以用来取代脱模蜡,而且能保持铸件表面光洁度。
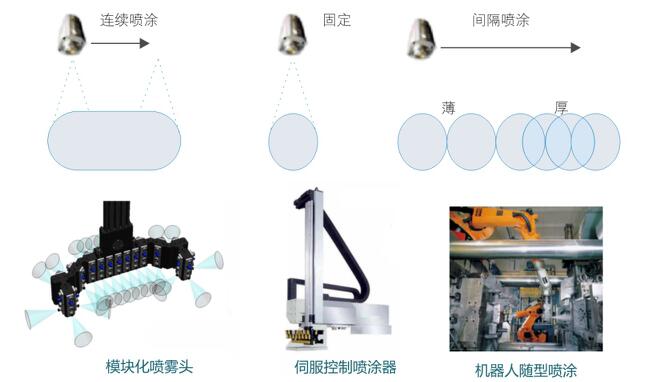
改良自标准喷涂系统,微量喷涂器可以适应水性或油性离型剂。沿用伺服控制的喷涂系统,它使用模块化喷头,可以更换喷嘴,喷嘴越小,喷涂量越小。喷涂量也可随压力调节。由于原液离型剂成本高,用量要准确控制。要做到喷量少和准确,需要很快的开关反应时间,喷涂时间要能精确调整,为了方便控制成型膜的厚薄,要能设置连续或间隔喷涂。这样的喷涂系统较容易兼容于现有的设备。
但由于纯油性离型剂没有冷却效果,如果模具的内部冷却不理想,或模具形状复杂令表面温度差异很大,就会出现局部模温越来越高,铸件出现热裂、缩孔等情况。在应用上受到很大的局限。复杂模具要做到完全的模温平衡不容易(温差<50C)。对热节的额外冷却有助于达到理想的模温分布。因此有了水溶型的微量离型剂的出现。
新型离型剂
由于汽车轻量化带动了铝合金结构件的发展,对真空压铸有很大的需求。除了在设备上的配置外,工艺上比传统压铸也有更严格的要求。首先是要降低水性离型剂的用量。型腔的湿气和真空度是对立的,实验证明在湿度高的情况下,型腔真空度无法达到50毫巴或以下。不能保证型腔的干燥度,就不能保证它的高真空度。如果喷涂量太大,要完全吹干和蒸发会很困难,残留的水气在真空下更容易气化,引发气孔。水溶性微量离型剂的稀释度低,高温附着力好,因此能在小量的喷涂下,降低模具温度。新开发的水性离型剂在400C温度下已开始能附着模面和有效冷却了。相对于纯油性离型剂,它对控制复杂模具的热平衡比较容易。另外,有些铝合金结构件需要进行焊接和粘合等后加工,使用的离型剂要能符合后工序要求。
冲头润滑油的使用
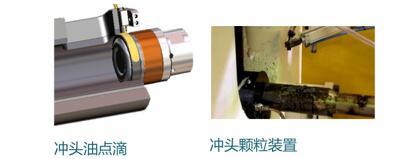
冲头润滑是要降低冲头和料管之间的磨损,促进冲头在生产过程中运行顺畅,从而提高生产效率。可以使用水性或油性润滑油,也可以使用冲头颗粒。冲头油可以直接滴在冲头上端,冲头的温度降低了润滑油的粘度,使它沿下流覆盖整个冲头周边,这种方式适合料管长度/冲头直径比例<6的情况,好处是油不直接和铝液接触,避免燃烧,缺点是周边油污多;料管太长的话,冲头行程末端的润滑效果下降,甚至会卡住。如果比例>6,最好是把润滑油或冲头颗粒投入压室。
水性润滑油虽然比较环保,但润滑效果较差。油性润滑油效果好,当进入料管后,润滑油挥发时在内壁形成涂层,并产生气雾对整体料管和冲头提供润滑。目前很流行用冲头颗粒;它用量小,对环境污染较少。颗粒进入料管后需要先融化,需要早些倒入颗粒,让其有充分时间熔解挥发。
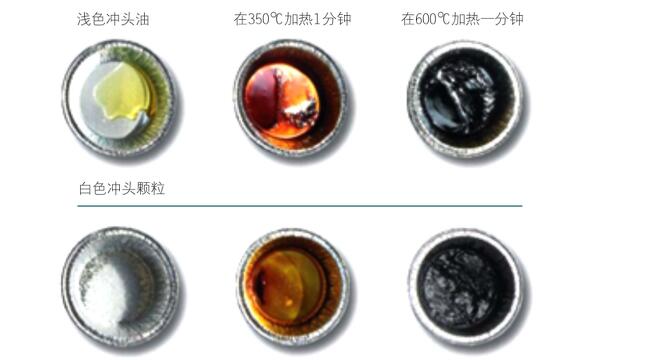
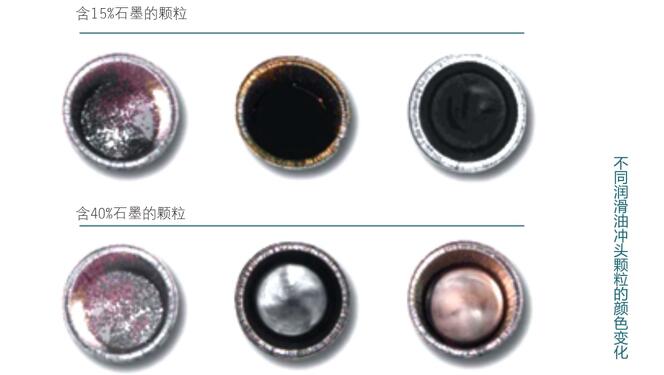
当润滑剂进入料管内,会大量挥发,烟雾从进料口逸出。然后铝液倒入料管,剩下的润滑剂继续挥发,这部分的挥发烟雾会被铝液带进铸件,导致气孔的产生。冲头油或白冲头颗粒遇高温后剩下的润滑膜只有<3%,其余的都挥发掉,过量的话都会令铸件气孔增加。黑色含石墨的颗粒润滑性好,但会粘污铸件。
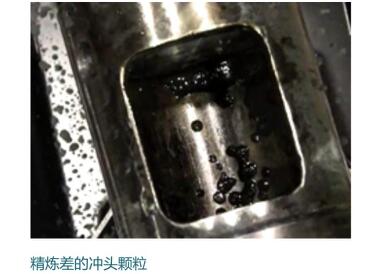
润滑油和颗粒需要精炼。杂质多质量差的润滑油,在和铝液接触会产生过多气体和有机挥发物,挥发的时间也太长,使气体难以逃逸,铸件含气量增加。颗粒的残留一般较油多,特别是在真空压铸,油烟吸附在排气板或真空阀,令排气道堵塞,和令真空阀的作动销失效。因此颗粒不适合高真空铸件,除非是特殊的精炼高含量石墨颗粒,这种专用于真空压铸的颗粒石墨含量很高,石墨和铝液接触不会氧化气化,而且用量只是一般颗粒的四分之一,就能达到很好的润滑效果,可以用于真空压铸。
当然,最理想的润滑方式是只用很少量的润滑油涂在冲头上,又能维持很长顺畅行程。这需要新的冲头润滑系统。
脉冲式连杆喷雾润滑
新概念的冲头润滑是在冲头和连杆接头位置安装喷雾头,在冲头移动时分段喷油雾,这样整个压室都能均匀润滑,把雾化的润滑油均匀的喷在料管壁上。好处是只用少量的润滑油也能应付长料管的润滑。控制系统可以根据压室的直径和长度,输入喷雾的时间和间隔时段,并精确调节润滑油剂量(精度在0.2毫升以内),提供最小量所需的润滑油。以直径120mm,长800mm的压室为例,每周期的润滑油总量只需约1毫升。
总结
要生产无气孔压铸件,高真空压铸是必要手段。离型剂和冲头润滑油产生的气体容易造成铸件气孔,需要尽可能减少喷涂量。少量喷涂或微喷涂技术,和微量冲头润滑在结构件生产不可缺少。离型剂和润滑油的残留对模具、真空排气和密封造成维护的困难,降低了生产效率,客户要小心选用合适的产品。我司为客户提供真空压铸设备,微量冲头润滑系统和微喷涂离型剂,真空压铸模拟和模热平衡设计方案。






















 27.93万
27.93万







































