文:广东省东莞市质量监督检测中心 金林奎
摘要: 对铝合金用 ASSAB 8407 钢压铸模断口进行宏观观察,初步推断断口的特征形貌,确定裂纹源的位置以及裂纹扩展的状态特征。采用金相显微镜及扫描电子显微镜,对失效件断口及组织进一步检测,分析断口裂纹形成和扩展机理。检测结果表明,由于基体中存在大量沿晶裂纹,材料强度大幅度降低,脆性显著增大,模具在服役过程中发生早期断裂失效。
沿晶裂纹的产生是由于模具锻造过热后慢冷析出片状碳化物,材料强度显著降低。在热处理过程中,热应力及组织应力的影响,使材料基体组织产生沿晶的应力开裂裂纹。同时锻造过热使得材料强度大幅度降低,进一步促使模具表面裂纹的萌生和扩展。
关键词: 过热组织; 片状碳化物; 热应力; 组织应力; 沿晶开裂
ASSAB 8407 材料属于铬钼钒合金的热作模具钢,是一种强韧兼备的高性能材料,并有良好的机加工性和抛光性,同时具备优良的高温强度和抗热疲劳性。热处理过程具有较高的淬透性,而且淬火变形小。该材料组织结构均匀,纯净度高,具有高韧性及耐高温金属液冲蚀,抗高温回火性能。同时热疲劳及抗龟裂能力强,具有优良的高温强度和韧性。它的抗机械疲劳及热应力性能更佳。常用于压铸模具、锻造模具及挤压模具,能够减缓热龟裂的发生,提高模具使用寿命。
本文对 ASSAB 8407 钢压铸模开裂失效件的化学成分、表面硬度、断口形貌及显微组织进行理化检测,分析推断压铸模失效件开裂的原因以及开裂形成机理。
1、 宏观检查ASSAB 8407
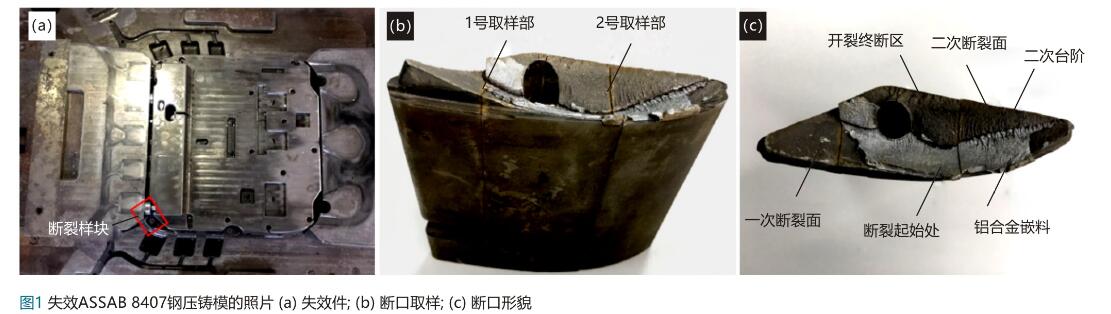
钢压铸模失效件外形尺寸长 602 mm ×宽 582 mm × 厚 187 mm,模具在使用过程中发生早期断裂,断裂位于图 1( a) 所示左下角的棱形凸出部位( 红色方框标注处) ,该部位属于模具配合固定位置。
沿图 1( a) 所示红色方框位置的模具断裂面四周线切割截取样块,并保留整个断口( 见图 1( b) ) 。图 1( c)所示为断口下侧边缘的台阶拐角处,属于模具断裂起始部位,断口起始处残留大量铝合金嵌料。铝合金嵌料表面呈现断口扩展的放射状条纹,表明该处属于一次开裂扩展的断口形貌。沿铝合金嵌料边缘分布大量多源台阶条纹,上侧断口呈现二次开裂的特征形貌。
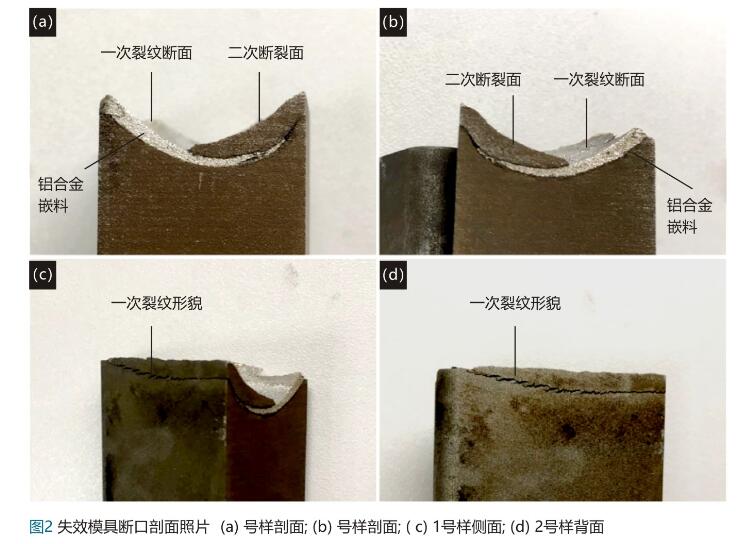
垂直于断口剖面截取两块试样用于金相检测,取样部位如图 1( b) 所示,同时检查断口裂纹源显微组织,以及裂纹扩展的形貌特征。线切割截取断口剖面后,在未进行任何打磨处理的情况下,对断口剖面进行宏观观察。如图 2 所示,1 号试样( 见图 2( a) ) 及 2 号试样( 见图 2( b) ) 剖面的银白色区域呈月牙形分布,该银白色区域属于铝合金嵌料,铝合金嵌料两侧边缘为一次开裂的裂纹间隙。模具在一次开裂的同时,铝合金嵌料也在不断地嵌入模具裂纹的缝隙。图示银白色区域的上侧断口属于二次开裂的断口边缘,它是一次裂纹扩展过程中次生的二次裂纹。二次裂纹在扩展过程中优先断裂,同时一次裂纹继续扩展,形成一次开裂和二次开裂并存的断裂面。同时 2 号试样的一次裂纹最终穿透整个试样的背面,经检查试样背面的穿透裂纹呈断续分布的台阶条纹,不同台阶的裂纹继续扩展并相互连接,背面形成凹凸不平的终断区断裂形貌( 见图 2( c,d) ) 。这种台阶条纹显示脆性开裂特征,表明模具材料强度低且脆性大。
2、 结果与讨论
2.1 化学成分及硬度检测
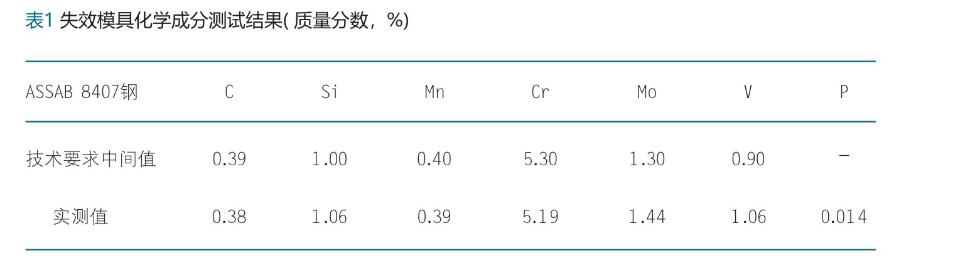
从该失效模具件上截取试样,采用 ARL8860 火花放电直读光谱仪进行化学成分检测,依据 ASSAB 8407材料要求判定。检测结果表明,化学成分符合规范要求( 见表 1) 。
从该失效模具件截取试样,取 5 个检测点,采用Qness Q150 数显洛氏硬度计进行表面硬度检测,检测结果表明,实测硬度值分别为 48. 8、49.0、48.8、48.7和 49.1 HRC,符合客户规范要求( 48 ~ 50 HRC) 。
2. 2 显微组织检验
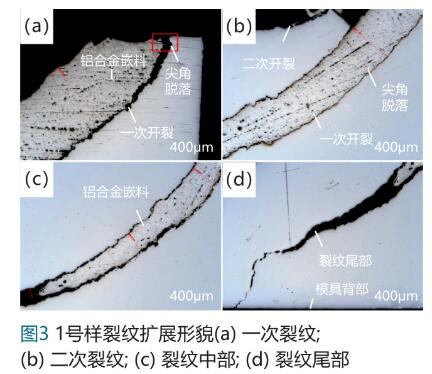
1 号试样未经腐蚀时,采用 Axio Observer 7m 光学显微镜对断口部位的裂纹扩展形貌进行检测。如图 3( a) 所示,左侧为铝合金压铸件嵌料,铝合金嵌料厚度约 1 mm,表明一次裂纹形成的最大间隙宽度为 1 mm;右侧部位属于 8407 钢模具材料基体。铝合金嵌料与模具材料基体相临的右上角位置,为模具开裂的起始部位。表面裂纹首先呈倾斜的 45°角开裂,形成深度约 0.2 mm 的裂纹源,然后以粗大弧线的低周疲劳特征继续扩展延伸( 见图 3( a) ) 。
图 3( a) 所示红框标注处,模具开裂起始处的尖角发生脱落,这是由于铝合金嵌料冷凝后粘着造成。未脱落前应该是近似笔直的45°角的斜裂纹,属于断裂起始区的平面应力开裂特征。该断口裂纹源形成于模具台阶拐角处,存在应力集中开裂的影响。断口扩展到一半进程,在一次开裂的裂纹上方形成二次开裂的扩展裂纹,二次开裂裂纹与一次开裂裂纹相距 0.5 mm,与一次裂纹间隙宽度相当( 见图 3( b) ) ,铝合金嵌料两侧为 8407 钢模具材料基体。靠近一次裂纹的尾部,裂纹间隙内仍然充满铝合金嵌料,裂纹两侧已经形成沿晶的脆性开裂特征( 见图 3( c) ) 。连接铝合金嵌料的裂纹尾部,裂纹两侧呈现弯曲的圆弧状,显示终断区快速撕裂特征形貌。靠近模具背面的细小裂纹为后期形成的应力扩展裂纹,裂纹呈现脆性沿晶开裂特征( 见图 3( d) ) ,显示模具材料的强韧度较低。
采用合金钢材料专用腐蚀剂,对 1 号试样观察面进行腐蚀。图示未受浸蚀的白亮色区域属于铝合金嵌料,浸蚀后色泽呈暗黄色的属于模具材料基体。显微组织显示,模具基体组织中存在大量黑色网状组织,分布较为密集。粗大网状组织呈断续分布,且晶界较宽( 见图 4( a,b) ) ,初步推断为锻造过热组织。
模具材料基体中黑色网状组织围成的晶粒极为粗大。经测量,单颗晶粒平均直径达 0.57 mm,整个视场的晶粒平均直径为 0.47 mm。依据 GB /T 6394—2002《金属平均晶粒度测定方法》进行评定,网状组织的平均晶粒度达 0 级以下。一般规定,平均晶粒度≤3 级的晶粒组织即属于过热组织( 平均晶粒度 3 级对应的晶粒平均直径为 0.13 mm) ,因而该粗大网状组织属于严重过热的晶粒度级别。
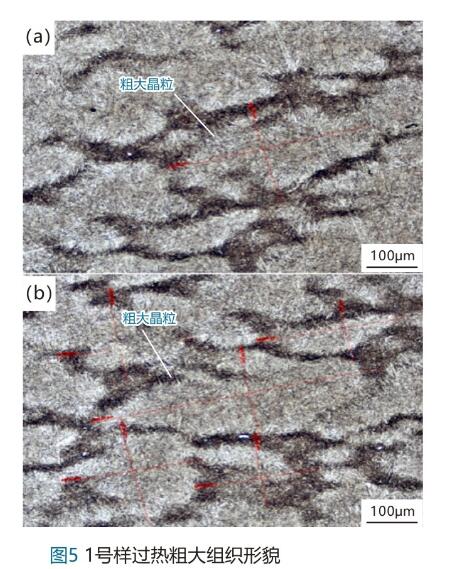
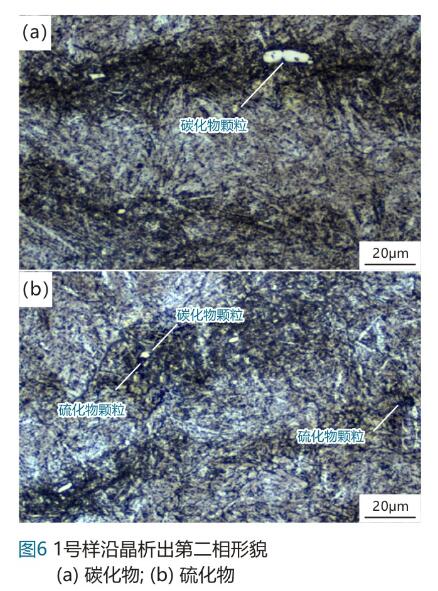
基体中粗大网状组织呈断续分布,而且三角晶界处显著加宽( 见图 5) 。因而可以确定,该过热组织属于典型的锻造过热特征组织。由于锻造过热形成的粗大晶粒,使得晶界宽化而造成晶间弱化,材料强度大幅度降低。模具锻坯锻造时加热温度过高,组织中的碳化物及硫化物已经完全固溶到基体。在锻后缓冷过程中,材料基体中碳化物及硫化物颗粒沿粗大晶界析出( 见图 6) ,形成沿粗晶析出第二相的过热特征组织。该类第二相组织降低材料强度,增加材料脆性。
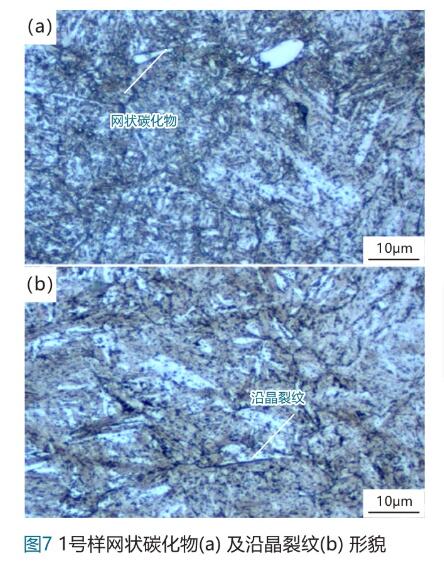
金相显微镜倍率进一步放大,沿晶析出的碳化物及硫化物更为明显,碳化物甚至沿晶界呈片状及链珠状分布( 见图 7( a) ) 。由于锻造过热后沿晶析出第二相组织,给后期热处理带来粗大组织的遗传性。热处理淬火过程中,在热应力及组织应力的影响下,已经产生沿晶裂纹的缺陷组织( 见图 7( b) ) 。
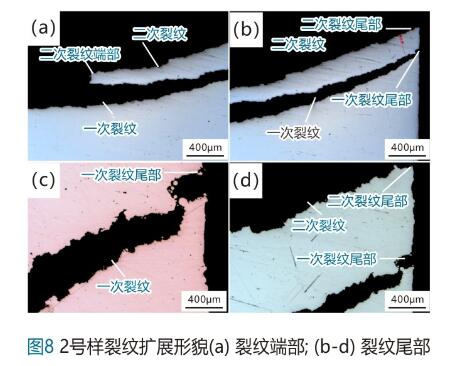
2 号试样未经腐蚀时,采用 Axio Observer 7m 光学显微镜对断口部位的裂纹扩展形貌进行检测。图示右上侧部位,可以观察到一次裂纹扩展的终断区,已经在试样背面完全裂开( 见图 8( a,b) ) 。图片经放大,一次裂纹间隙两侧以及二次裂纹断口边缘,都呈现脆性沿晶开裂特征( 见图 8( c,d) ) ,显示材料强度低且脆性大。
2 号试样经腐蚀剂浸蚀后检测,基体仍然显示粗大网状的锻造过热组织。沿粗大网状组织的晶界,已经产生沿晶裂纹( 见图 9( a,b) ) 。金相显微镜倍率经放大,沿晶裂纹特征更为明显( 见图 9( c,d) ) 。
2. 3 扫描电镜检测
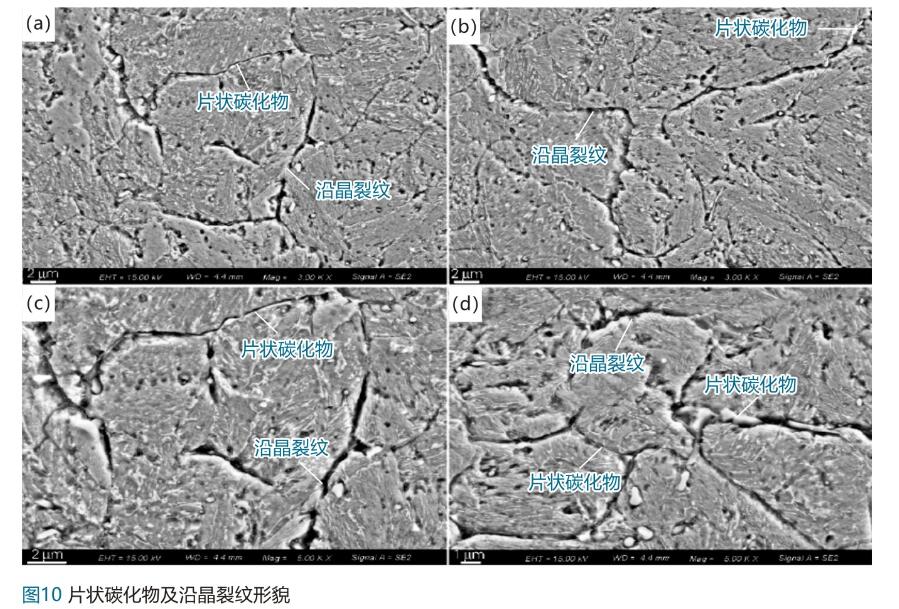
为了进一步确认沿晶开裂特征,分析沿晶裂纹形成的原因,采用 SIGMA 300 扫描电子显微镜,对显微组织进行检测。经扫描电镜检测,基体组织为粗大回火马氏体 + 颗粒状碳化物。基体组织中沿晶界产生大量晶间裂纹,在晶间裂纹间隙内残留片状碳化物,碳化物周围存在明显的缝隙,显示应力开裂特征( 见图 10( a,b) ) 。
图片进一步放大,沿晶分布的片状碳化物尤为明显,该片状碳化物形成于锻造过热后的慢冷过程,最终热处理加热保温使片状碳化物发生固溶,碳化物溶解的部位形成间隙,碳化物未溶的部位残留薄片状碳化物。在热应力及组织应力的影响下,最终形成沿晶裂纹( 见图 10( c,d) ) 。
采用光学显微镜观察,断口的表面裂纹首先形成45°倾向的平面应力开裂的裂纹源,然后以粗大弧线的低周疲劳特征继续扩展延伸。该断口裂纹源形成于模具台阶拐角处,因而存在应力集中开裂的影响。裂纹间隙内充满铝合金嵌料,裂纹两侧已经形成沿晶的脆性开裂特征。连接铝合金嵌料的裂纹尾部,裂纹两侧呈现弯曲的圆弧状,显示终断区快速撕裂特征形貌。靠近模具背面的细小裂纹,为后期形成的应力扩展裂纹,裂纹呈现脆性沿晶开裂特征,显示模具材料的强韧度较低。
显微组织显示,模具基体组织中存在大量黑色网状组织,分布较为密集。粗大网状组织呈断续分布,且晶界较宽,初步推断为锻造过热组织。经测量网状组织的平均晶粒度达 0 级以下,属于严重过热的晶粒度级别。基体中粗大网状组织呈断续分布,而且三角晶界处显著加宽,因而可以确定该过热组织属于典型的锻造过热特征组织。由于锻造过热形成的粗大晶粒,使得晶界宽化而造成晶间弱化,材料强度大幅度降低。模具锻坯锻造时加热温度过高,组织中的碳化物及硫化物已经完全固溶到基体。在锻后缓冷过程中,材料基体中碳化物及硫化物颗粒沿粗大晶界析出,形成沿粗晶析出第二相的过热特征组织。该类第二相组织降低材料强度,增加材料脆性。
经扫描电镜检测,基体组织中沿晶界产生大量晶间裂纹,在晶间裂纹间隙内残留片状碳化物,碳化物周围存在明显的缝隙,显示应力开裂特征。该片状碳化物形成于锻造过热后的慢冷过程。最终热处理加热保温使片状碳化物发生固溶,碳化物溶解的部位形成间隙,碳化物未溶的部位残留薄片状碳化物。在热应力及组织应力的影响下,最终形成沿晶裂纹。
3 、结论及改进建议
铝合金压铸模开裂的主要原因是由于基体中存在大量沿晶裂纹,材料的强度大幅度降低,脆性显著增大,造成模具的早期断裂失效。基体组织中沿晶裂纹的产生是因为模具锻造加热温度过高,且锻后冷却过慢,高温固溶到基体中的碳化物充分析出,形成沿晶分布的片状碳化物。在最终热处理过程中,受到热应力及组织应力的影响,产生沿晶开裂的裂纹。
模具锻坯严重过热,造成晶粒粗大及沿晶析出脆性相,材料强度大幅度降低。在服役承载过程中,进一步促使模具表面裂纹的萌生和扩展。
模具在锻造过程中,必须严格按照工艺执行,防止组织过热和冷却缓慢,避免过热造成粗大组织,以及产生沿晶分布的片状碳化物。最终热处理应缓慢加热,同时淬火后应及时回火。防止热应力及组织应力的影响,造成模具沿晶开裂,或模具的延迟开裂。


















 26.98万
26.98万








































