














文:RAINER BÖKE,利普施塔特
铸造仿真工艺已成为快节奏开发过程中不可或缺的一部分。在这种情况下,开发重点在于组件的优化和工艺流程的改进。而现代化仿真技术可以提供既可靠又可追溯的结构。第一次仿真过程通常应在询价阶段启动。尽管公司还没有收到任何订单,但企业应对被询价的组件开展进一步研究。报价的编制应尽可能地贴合现实和实际情况,以避免在生产启动时出现意外情况,从而避免不必要的成本增加。因此,在编制报价单时,尽管无法确定客户最终会在哪家企业下单,且对企业的要求较高、时间较少并且完全没有预付的情况下,得出切合实际的可行性结论。
开发阶段的仿真
仿真必须要花费尽可能少的费用,同时,结果应尽快提交并且应尽可能准确地反映实际情况。尽管存在时间压力,但得出的模具填充、流态、流速、空气夹杂物、孔隙率,模具温度等结果应尽可能准确且具有说服力。仿真应支持和改进模具或生产成本相关结论,以便尽可能准确地制定报价。
在这里,以一款由铝合金AlSi10MgMn制成的制成减震支柱罩压铸结构件为例进行说明。其重量为5.9千克,壁厚为2.5毫米。该组件采用真空压铸工艺制成,并在安装孔区域内对其进行了CNC加工。此外,还对其进行了热处理,以增加其强度和延展性。该组件尺寸约为530×520×440毫米。
在车身领域,铝制压铸结构件向来与具有高强度的薄钢板处于竞争关系,为此,钢板中还添加了镁和碳纤维增强塑料(CFRP)等其他材料。相较于钢材料,铝制结构件具备高功能集成度、突出的尺寸精确度以及特殊能量吸收能力等优势,这使得铝制组件在成本和增长率方面 仍具有非常大的吸引力。
根据上文中所提及的要求,直观且易于操作的界面以及快速输入规定参数,对仿真系统而言至关重要。对简单而快速的处理过程而言,系统的“可用性”(“Usability”)是一个必不可少的要素,因为用户可能并不是每天使用仿真系统工作。为此,在Inspire Cast 2019系统中设计了相关特征,以使费用保持尽可能低。
在开始之前,须回答一些基本问题(图1):
> 接口系统(红色)应置于哪个位置?
> 哪个位置需要溢出口(绿色)?
> 是否需要型芯(蓝色)?
> 是否需要挤压销(橙色)?
> 冷却装置可置于哪个位置?
> 哪个位置处须加热?


在搞清楚了这些问题之后,我们将在第二个示例中研究浇口概念(从外侧(图2,左)和中心(图2,右))。两者都需要用到不同的工具概念,其中,每个工具概念所产生的成本不同,因此,可以对它们进行对比。这两个概念在工业领域都可以找到,根据要求、数量等因素的不同,它们均具备许多各自的优缺点。
针对仿真过程,CAD数据集将被导入到仿真系统Inspire Cast中。为此,可使用Catia、NX、ProEngineer、Inventory和Solid Works本地转换器以及系统中立的STEP和Parasolid转换器作为接口。该系统与现已广泛应用于工业领域的Parasolid-Kernel相兼容。在Inspire Cast系统中,只需在铸件完成CAD导入后点击几下即可精确设置浇口位置。这些功能的设计方式使相关几何元素可以在短短几分钟内轻松投射和对准规定截面区域。因此,不需要在外部CAD系统中对浇口系统进行高成本的CAD设计。
由于3D数据在进入计算部门之前通常已经经过了多个接口,因此,内部维修机制可确保在必要时更正错误面积数据或非内部体积数据。模型准备和夜间计算所花费的成本可以忽略不计。客户或开发部门方面提供的规定格式的纯净CAD数据是顺利导入和快速计算的前提。根据FEM方法可在lnspireCast系统中进行联网,这意味着铸件的轮廓可以被非常精确地复制出来。此外,FEM网格在较薄的壁中(例如,在截面内)会自动发生细化,从而可使精确度得以提高。
两个浇口系统(无结构)仿真过程所花费的时间比:
CAD输出/输入step/prasolid:10分钟
参数安装:20分钟
填充计算/中等载荷:4小时
凝固计算/中等载荷:1小时
总时间(每个仿真过程):约5.5小时
结果评估:4小时
得出结论所需时间合计:9小时
模具填充结果截面1,侧面
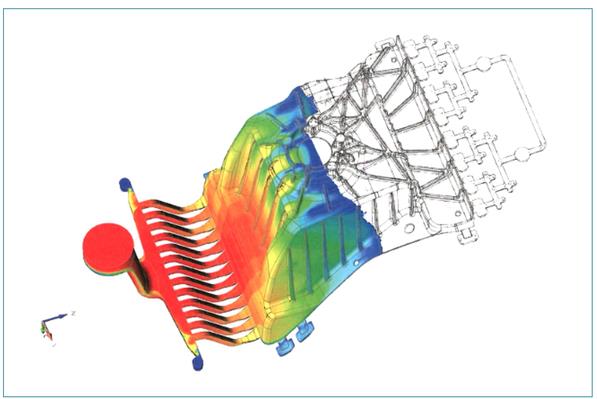
在模具填充开始时,可以在浇口区域内看到典型的压铸工艺湍流。空气聚集在截面侧面,因此,之后必须对这个位置进行排气处理。与组件另一端的浇口系统相比,后续需进行大面积排气处理(图3)。从进一步的过程中可以看出,可省去大部分计划的侧排气口设计。
凝固结果截面1,侧面
凝固计算可显示螺旋圆顶中的孔隙率,对此,必须使用型芯或必要时用挤压销对其进行处理。由于先前已对截面进行了凝固处理,因此,在第3个阶段无法进行优化(图4)。

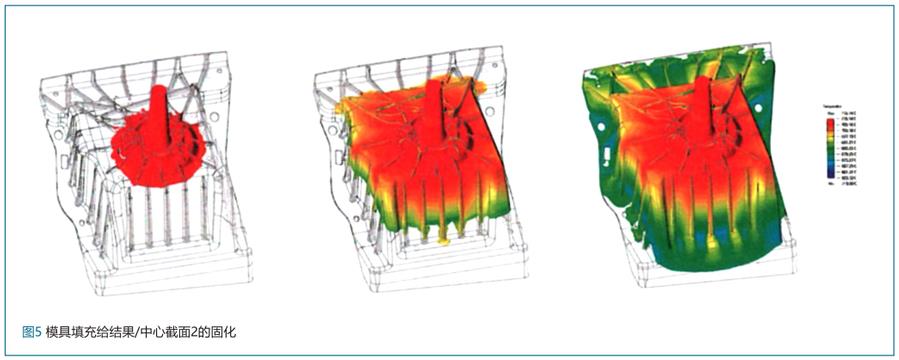
模具填充/凝固结果截面2,中心
结果如图5所示。通过中心浇口进行的模具填充均匀。从图中可以看出,需要在组件周围设计几个排气位置(图6)。凝固情况几乎与侧面浇口系统完全相同。截面的迅速凝固使我们无法对中心浇口系统的孔隙率施加任何影响。
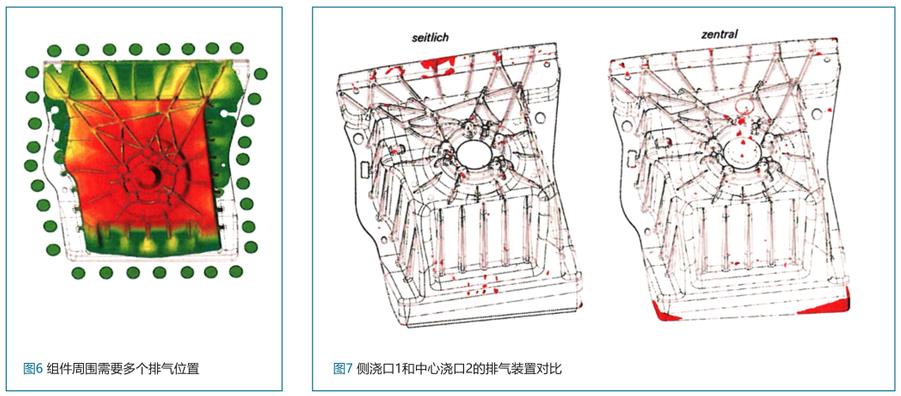
侧面浇口1和中心浇口2的通风情况对比
由湍流引起的空气夹杂物的比较表明,相较于截面,侧面浇口系统出现了预期浓度。之后应在该处安装真空系统(图7)。
结果比较
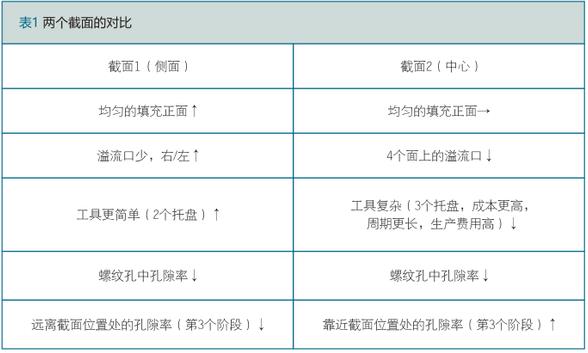
表1列出了针对两个截面的比较。在这种情况下,根据当前发展趋势,侧面浇口系统是更优选择。如上所述,两种选择都可以在实践中找到,根据组件几何形状或成本因素(如数量或机器生产率)的不同,此处的设计有所不同。
生产准备工作
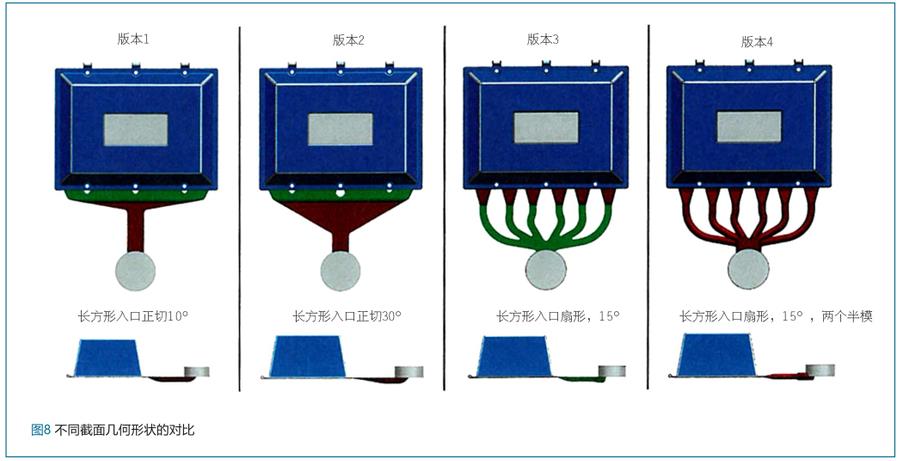
在开发阶段,仿真过程可能会因最终决定而被终止。客户下单后的下一步是生产准备工作。为此,首先需要检查侧面浇口系统的流动特性。在这种情况下,我们会使用一个简单的壳体,并且会对比不同的截面几何形状(图8)。此处考虑采用的是两个具有不同入口角的切向截面和两个具有不同入口横截面的扇形截面。切向截面似乎完全不适用于我们的壳体。入口正后方形成了来自活塞的负压区域,并伴有湍流和进入组件的空气增多的现象。即使在单侧入口的扇形截面中(例如,在模具顶出器一侧),在侧面扩径范围内仍可以看到湍流(方案3)。最佳变形结构是在扇形浇口末端使用圆形入口,在仿真过程中,此处再也没有看到湍流(方案4)(图9)。仿真证明了扇形截面的优势,即,进入到压铸件中的空气明显减少了。

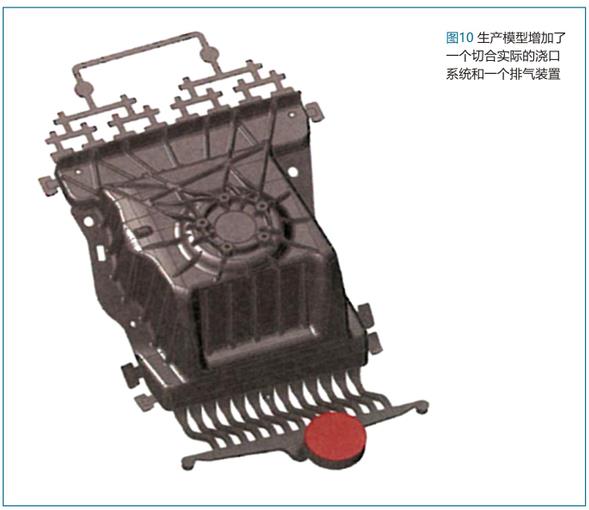
由湍流引起的空气夹杂物当然不是衡量模具填充是否成功的唯一标准。但是,在花费成本相对较低的仿真过程中,可以对每项标准进行更加精确地研究,并对其进行优化,从而逐步减少错误源。如今,我们的生产模型将增加切合实际的浇口系统及功能性排气系统(图10)。此外,在生产条件下进行仿真时,还应将模具或部件的几何形状以及热/冷却回路等因素考虑在内。我们会对模型进行相应调整,并在Inspire Cast系统中对其进行定义。
模具填充结果生产模型
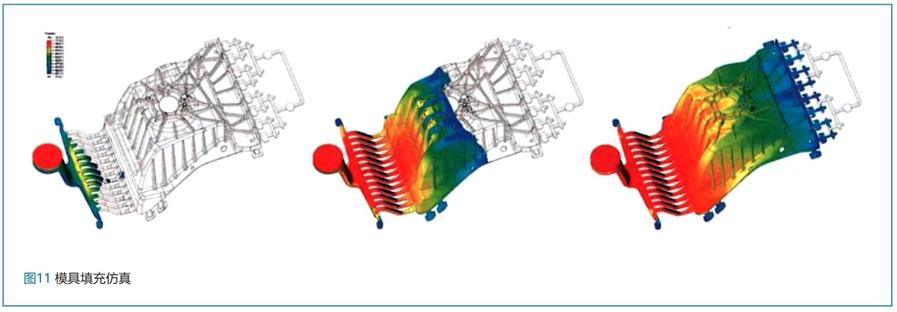
我们首先考虑的是将模具填充(图11)作为计算结果。通过几个扇形截面按横向指定方式进行模具填充。根据预期,存在于系统中的空气会聚集于排气区域内(图12)。

生产模型的凝固
正如在开发过程中及前述仿真过程中所确认的那样,安装孔区域内出现不利的孔隙率是一种很难避免的情况。截面系统在1.0秒后已发生凝固,因此,无法进一步对关键区域做填充处理(图13)。因此,在圆形罩内,可能只有型芯或挤压机才能达到预期效果。

仿真过程中冷却装置的影响
在仿真过程中对整套冷却装置进行了模拟。应根据区域来研究冷却装置的影响。如需通过有针对性的冷却装置对孔隙率施加影响,则应更改和计算安装孔区域内的冷却装置。在模具填充结束5秒后计算温度。在计算温度时,一次与轮廓之间的的距离为25毫米,一次为10毫米。计算得到的温度差仅为2℃。喷涂或周期时间等其他影响首先被排除在外了。由此,可以看出,压铸件边壳迅速凝固在这里引起的影响预计会很小。对此,可以考虑使用挤压销。
结论
早在铸件的开发过程就可以用较少的费用计算出具有说服力的模具填充和凝固仿真结果。结果可在几个小时内得出,数据输入和计算工作量所花费的费用可忽略不计。CAD数据是这项工作的前提条件。预期生产活动相关报价或估价的制定可得到决定性支持及更精确的反映。一段时间以来,Inspire Cast提供了一种易于操作且十分具有说服力的工具。
针对生产,需进行更深入的仿真模拟,需对典型的铸造技术加以调整(如浇铸流道,截面和溢流口设计等),并对工具中的热条件优化处理,从而保证仿真过程不会出现任何问题并得以进一步优化。在Inspire Cast系统中已有相关预定义功能。工业企业的反馈表明,仿真结果与真实组件之间具有高度一致性。在此基础上,Inspire Cast的热机械耦合装置很快会被推出,因此,更多实际情况将被考虑进去。

 27.59万
27.59万

 27.87万
27.87万
 9875
9875
 1.83万
1.83万
 1.51万
1.51万
 1.19万
1.19万
 1.47万
1.47万
 1.56万
1.56万
 1.48万
1.48万
 2.01万
2.01万
 1.68万
1.68万
 1.05万
1.05万
 1.35万
1.35万
 1.48万
1.48万
 8280
8280
 1.22万
1.22万
 1.27万
1.27万
 1.39万
1.39万
 8419
8419
 7308
7308
 1111
1111
 830
830
 719
719


















