














文:重庆嘉泰精密机械有限公司刘学明、尹春阳、王小平
摘要:汽车轻量化压铸结构件需要壁厚较薄的本体,具有很高的机械性能和较好的延伸率,并且气孔较少,易于焊接,汽车结构件压铸工艺孕育而生。该工艺在压铸机、压铸模具、真空应用及合金材料选择等方面都比较合理才能生产出合格的结构件。
关键词:汽车结构件;压铸件;压铸工艺
汽车结构件轻量化可持续开发道路上,我国的很多企业也开始扮演其重要的角色。汽车结构件轻量化压铸工艺打破了以往大多采用铁或钢质材料,进而以铝、镁合金汽车结构件极具竞争力的一种工艺代替,不但可以缩短生产周期,还可达到精密直接成形,省去大量的机加工序,节约成本,进而轻量化汽车减少了能耗,成为压铸产业新的经济增长点。根据以往的经验,现对汽车轻量化压铸结构件技术做一些简要说明。
总体概述:复杂的汽车结构件指的是与安全性密切有关的承载件或受力件,可以分成动力传动部件、车身结构件、机械结构件三个部分,不同的是他们的机械性能、壁厚及铸造/静比不一样而已。
复杂的汽车结构件通常具有壁厚较薄、尺寸大、结构复杂等特征。由于在行驶中要保证汽车可靠的安全性,所以对汽车结构件的力学性能要求高。韧性相关的结构件一般要求抗拉强度≥180Mpa,伸长率≥10%;强度相关的结构件,一般要求抗拉强度≥210Mpa,伸长率≥7%。为获得高性能,结构件往往需要热处理,甚至有些结构件需要良好的焊接性或铆接性。显然,常规的压铸工艺无法满足汽车结构件的生产要求,结构件的压铸生产需要进行新的工艺开发。
1、结构件的分类
复杂的结构件可以分成动力传动部件、车身结构件及机械结构件等部件。如图 1绿色可以看出结构件主要分布在车身的各个位置,纵梁、减震塔、副架、柱子、门框等结构件对车身的安全有着举足轻重的作用。

2、一体式轻量化集成工艺
在很多汽车零部件公司,结构件的轻量化开发集成了产品开发、模具制作、高压制作、毛坯机加和精加工成品装配等工艺,如图2,相对来说,轻量化集成工艺比较成熟。
下面我们重点讨论的是轻量化结构件涉及的压铸合金、模具设计、真空工艺和轻量化结构件压铸生产工艺的优化,只有我们刻意在这方面去深入了解和探研,才能进一步真正接触到结构件的奥秘。
3、压铸合金
目前常用于缸体、变速箱等发动机的压铸合金是 AlSi9Cu3 压铸制造商会对Si、Fe、Cu 等的含量成份有严谨的条件,成份间的差异在压铸过程中对工件有绝对性的影响。然而,对于要求高的强度和延伸率、模具寿命长和稳定铸造性能的结构件来说,传统的压铸合金不能满足汽车结构件的要求。
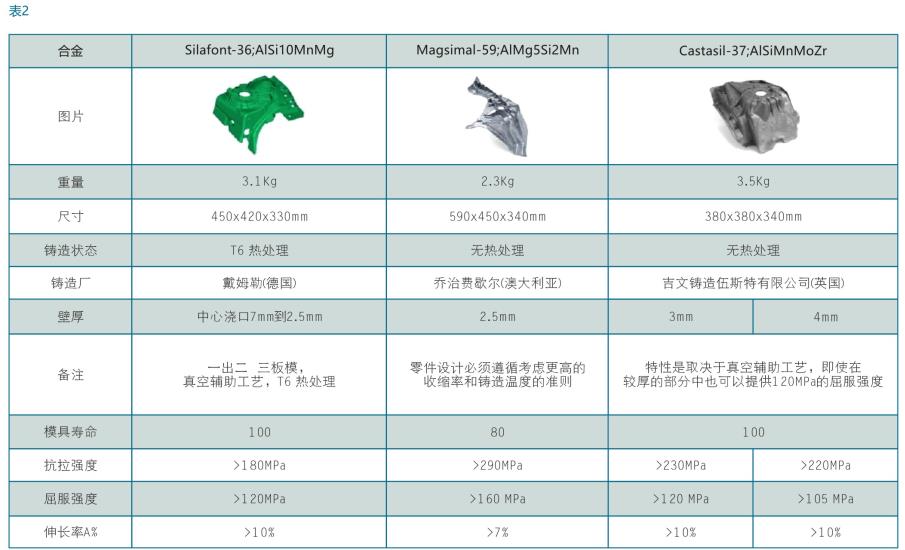
目前欧洲结构件压铸的铝合金主要是Silafont-36(Al Si10Mn Mg)、Magsimal-59 (Al Mg5Si2Mn)和 Castasil-37(Al Si Mn Mo Zr),这些高韧性合金都严格控制了Fe的含量,一般控制在0.2%(质量分数)以下。目的是避免合金中产生针状的 AlFeSi相,该相会恶化合金的强度、塑性及疲劳性能,在铸件受力状态下还可能诱发裂纹。相对于 Al Si10Mg Mn来说共晶体表现得更良好。
最早Audi A8就运用了Silafont-36合金加强板压铸件上,其良好的焊接,无腐蚀,T7 热处理后铆接,达到了良好的预期。而后横梁用Magsimal-59合金更能体现合金强度方面的优势,该合金的力学性能极高,往往不用热处理即能满足结构件的力学性能要求。但该合金的力学性能与铸件壁厚密切相关,所以特殊情况下需要进行T5或类似的时效处理予以改善。Castasil-37 合金应用纵梁结构件,是一种新型压铸铝合金,具有耐长期时效的能力,主要应用目标是在较高温度下工作的零部件,保证在整个使用期内具有稳定的性能。
(1)Silafont-36、Magsimal-59 和Castasil-37 高塑性合金机械性能对照表 1。

(2) Silafont-36、Magsimal-59 和Castasil-37 高塑性合金的性能表现举例:产品基准:减震塔表2。
(3) Silafront-36、Magsimal-59 和 Castasil-37 高塑性合金的主要特点对比见表3。

合金熔化和处理 对于一般用途,Silafront-36 和 Castasil-37 合金无需特别处理便可用于压铸生产。但如果生产高品质要求的铸件,应注意以下几点:
①采用高纯电解金属配制的合金,熔化过程中避免金属杂质污染,尤其是 Fe、Zn 和 Cu,Castasil-37 合金控制杂质还包括 Mg;
②快速熔化,防止金属液氧化及偏析,氧化物和硬夹杂对铸件的铸造性能和力学性能都有不利影响;
③为保证合金的高塑性,尽可能在炉内使用叶片旋转除氢和净化;
④控制 Sr 的熔损,过多熔损会影响合金的塑性,但 Sr 含量增高会增加合金的吸氢倾向,Silafont-36 合金还应控制 Mg 的熔损,Mg 的熔损会影响合金的强度;
⑤不可过热,合金熔化温度不超过780℃,否则,加重合金吸气及氧化,增加Sr和Mg的熔损。氧化显著影响 Masgsinal-59合金的塑性。快速熔化后使用叶片进行深度净化,合金的优势才能保持。一般情况下,无需添加熔盐、变质剂或碱性稀土等。如果使用回炉料,氩气或氮气旋转除气工序则是必需的。使用特制的熔盐,也可以减少合金中的杂质。
4、压铸机的要求
压铸机总体的要求需要大的吨位和合模力的压铸机,高压射重复度CPK大于 1.66 以上,并且需要短的填充时间和高的压射速度,压铸机生产时合模和压射端的稳固,性能的稳定。
压铸机周边的配套设备也很重要,如铝合金用氩气搅拌除气设备(不用氮气),还有真空装置的应用和先进的喷涂设备,发气性低和挥发性好的脱模剂或润滑剂。先进的喷涂设备,必须具备高动态特性,喷涂参数可调。尽可能减少喷涂量,保证快速喷涂和精确喷涂。喷涂目的主要是保护模具表面和冷却模具热节,模具的整体温度控制尽可能由模具内部的加热/冷却管道完成。在结构件压铸生产中,要对喷涂时间、喷涂角度和范围、喷吹距离等因素进行优化,在型腔中不可有残留水分,使进入铸件的气体最少。
5、模具设计
模具设计要注意以下几点:
① 首先要正确设计浇注系统,合理选定浇注系统位置、充型方向以及各部分的尺寸,保证良好的充型顺序和流态;
② 模具的排气口要设置在型腔最后充填的位置,保证抽真空持续至充型结束。此外,在铸件的重要部位、液流汇合或容易产生紊流的部位也应设置排气口,减小这些部位产生缺陷的可能性;
③ 应对排气道面积进行仔细校核,真空通道面积足够,保证排气畅通;
④ 模具密封性影响真空的形成,必须保证模具密封良好;
⑤ 要仔细分析模具的热平衡,合理设计冷却/加热管道,这是生产中对模具温度进行有效控制的前提条件;
⑥ 在模具制造之前,最好进行充型及凝固方面的模拟,由此可获得压铸过程信息,有助于模具的改进。
6、真空工艺
真空充型是结构件压铸重要的工艺措施,采用真空工艺应注意以下几点:
①及时启动真空系统,冲头封住浇料口后立即开始抽真空;
②真空系统功率足够,抽真空快速;
③压室充满前必须达到要求的真空度,否则影响效果;
④尽量延长抽真空时间,真空阀尽可能的延迟闭合。
一般来说,型腔内的绝对压力在30KPa 以上时,对铸件的塑性影响不大。当型腔内的绝对压力在 15KPa 以下,铸件的塑性才随真空度的提高而明显增加。真空度对铸件的表面品质也有明显影响,铸件的表面品质随真空度提高而改善,见图 3a、3b。
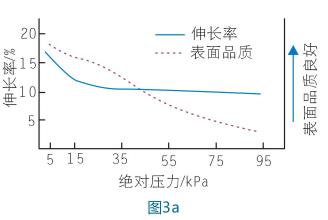
铸件中的气泡随真空度增加而减少,但气泡不是影响铸件伸长率的主要因素。高真空还可以增大压铸工艺窗,使压铸工艺选择范围较大。但高真空对真空设备性能要求高,会导致真空工艺成本增加。

双回路真空系统对结构件压铸非常有效。双回路真空系统中一个回路的抽气口设置在压室的上端,主要用于压室内的空气抽出。当压射冲头前行封住浇料口时,压室抽真空启动,在冲头即将封住抽气口的瞬间关闭。另一个回路设置与传统的真空工艺基本相同,主要用于型腔内的空气抽出。
双回路真空系统可以加速抽真空的速度,有利于获得稳定的高品质铸件。采用嵌入特殊钢环(或铜环)的压射冲头可减小冲头与压室之间的间隙,增加密封性。
7、轻量化结构件压铸生产工艺的优化
压铸生产过程的合理优化对汽车结构件非常重要,选用脱模剂时要求脱模剂要求无味,挥发点低和挥发性好的,同时对模具及压铸件没有腐蚀作用,其次,要选用先进的喷涂设备,具备高动态特性,喷涂参数可调;另外,尽可能减少喷涂量,保证快速喷涂和精确喷涂。
在结构件压铸生产中,机器人喷涂设备调整时,要对喷涂时间、喷涂角度和范围、喷吹距离等因素进行优化,在型腔中不可有残留水分,使进入铸件的气体最少。这就促使了微量喷涂技术的出现和发展。如果有可能,可以尝试德国沃尔林的最新技术纯油喷嘴DD1,其区别于传统纯油喷涂空气污染严重,工作环境差的缺点。有效控制了油滴外溢,提升了其喷涂效果,真正做到不多一分、不少一分的优质喷涂要求。
压铸工艺对生产合格的汽车结构件十分重要,正确地选择压射模式、压射参数等有利于减少压铸件中的缺陷。压铸件中的气体有相当一部分来自金属液在压室中的预充填阶段,所以应充分注意优化慢压射阶段的压射模式,避免金属液在压室中卷入气体。压铸机性能稳定,要有灵活的编程模式和实时控制系统,保证整个压铸过程合理及工艺参数偏差最小。对模具温度应进行精确控制,通过冷却水分配器,监控各个冷却回路的流量及温度,形成要求的温度分布。良好的模具设计,恰当的压铸工艺,理想的充型模式,可以保证铸件品质优良,减轻对真空度的依赖。此外,在重要部位或厚壁部位还可以使用挤压销,减小缩松或增加密度。使用金属液前沿传感器,准确知道金属液的流程,可以优化充填模式。
8、轻量化汽车结构件的应用
以下部分结构件大大减轻了车体质量,改进了车身结构,满足汽车轻量化节能环保发展的趋势。下面的纵梁选用的Castasil®-37合金,装于车身下部,承载较高载荷,对强度和塑性要求高。而减震塔压铸件由于承受非常大的动载荷,我们选用的是高强度的 Magsimal-59合金材料,壁厚仅 2.5mm,恰到好处的满足了压铸件的最佳性能。同样,后横梁的载荷也要求比较高,也选用了Magsimal-59合金材料。铝合金车门框代替原钢板结构,整套车门可减轻质量约45Kg,而且车门框架具有非常好的刚性,满足焊接、铆接及拴接等技术,装配精度也得到了极大改善。
9、结束语
零排放、轻量化是全球汽车工业的发展趋势,是节能减排的重要途径,是21世纪世界汽车技术创新的前沿和热点。汽车轻量化分为材质轻量化和结构轻量化,考虑成本、生产难度等因素,铝合金和结构件压铸是首选材料和最优工艺。 由于轻量化汽车结构件具有高标准的强度和塑性要求,且可以进行热处理、焊接、铆接及粘合连接等,合金、模具、压铸、工艺及喷涂都要求比较好,所有的过程都要达到统一的高度和认识,任何环节出现问题,都有可能出现不能满足结构件的机械性能和表面质量。
在汽车结构件如火如荼的今天,结构件压铸工艺又上了一个台阶,创新的技术必然会给公司带来极大的利润增长点,同时也在公司的技术革新和压铸领域有带头效应,如何抓住压铸技术创新领域下的进步成果,将会给我们带来了很多的思考。

 25.92万
25.92万

 26.17万
26.17万
 9650
9650
 1.78万
1.78万
 1.46万
1.46万
 1.17万
1.17万
 1.45万
1.45万
 1.52万
1.52万
 1.45万
1.45万
 1.96万
1.96万
 1.64万
1.64万
 1.03万
1.03万
 1.32万
1.32万
 1.44万
1.44万
 7802
7802
 1.19万
1.19万
 1.23万
1.23万
 1.34万
1.34万
 7944
7944
 6954
6954
 623
623
 320
320
 258
258

















