















“数字孪生”--现实和虚拟世界中的“模具-机器-特性数值”
作者:WERNER SOKOLOWSKI,RONNY ASPACHER和NIKOLAI CLAUSS,SCHORNDORF和GOETZ HART MANN,HARTMUT ROCKMANN和HORSTBRAMANN,亚琛
概 述
复杂的三维随形温度控制系统,例如,可以是通过普通增材生产工艺生产出来的,代表聚合物注射成型工艺的最新技术水平。即使在压铸过程中,它们也引起了人们的关注:接近组件的温度控制系统可以大大提高铸造过程的可控制性,可以让它们更加稳定、具有可持续性和成本效益。为了确保压铸工艺真正可靠,必须在包括压铸单元、模具和生产参数在内的整个系统范围内考虑近形温度控制装置设计。本文描述了复杂的三维随形温度控制系统以及最佳工艺设置的确定过程。
压铸工艺中每项优化措施的目标都是为了对可用性、效率和产品质量产生积极影响。压铸模具温度控制这一主题与这个工艺一样古老。循环周期时间、模具使用寿命、零件的微观结构和翘曲以及其他技术和经济方面在很大程度上取决于模具的温度。因此,布局和工艺相关模具温度控制的优化应成为模具和工艺设计的重点。本文对前置设计(Frontloading)方法进行了介绍,在这种方法中, 模具温度控制装置结构设计的开发与验证平行于零件的结构设计。这种方法的基础是通过自动化虚拟静态试验规划(DOE)和优化算法支持的虚拟成型。在这种情况下,对确定工艺变量的评估所基于的是整个系统有效性(OEE)的实际生产技术相关特性数值。

压铸模具的3D温度控制系统
大多数情况下,铸造或压铸模具的结构设计依据如下(按照其重要性排序):调整机器,包括确定模具型腔的数量、脱模性、用最小开模力进行模具分型、顶出器。然后才会考虑浇铸或工艺技术相关问题,如流态过程或整个热平衡设计。热平衡控制包括冷却和加热温度、具有必要功率的相应加热/冷却设备和循环周期时间等参数的定义。对模具样品和调试而言,当模具中的加热/冷却通道及其他温度控制装置和措施的定义完全脱钩时,就会发生这样的情况。
另一方面,事实情况是,压铸模具的热平衡设计最终必须支持压铸工艺得到最佳结果,诸如压铸质量、工艺稳定性、循环周期时间或模具使用寿命等变量。但是,如果需对这些变量施加影响,则模具温度控制相关的所有装置和措施必须在与铸造结果相关的同时还要具备良好的可重复性、可调整和可控制性。由此可以得出两个模具温度控制相关的必要边界条件:
1、 模具细分领域的执行:
在与热平衡相关的模具细分领域,温度控制不仅必须具备独特性和有效可控制性,并且必须能够随时间变化。为此,相关模具细分领域必须首先具有较高的热敏性。这一点可以通过性能卓越的加热/冷却设备(具备可变温度控制选项)以及近形和随形温度控制区域得以实现。
2、 开发方法:在设计模具结构时,温度控制措施和参数对铸件质量、工艺稳定性、循环周期时间或模具使用寿命的影响必须已知并且须被记录下来。这一点可以通过及时进行虚拟评估和优化铸造工艺(包括充分考虑待测温度控制措施)得以实现。
在塑料注塑成型领域,对于装配有变温稳定控制装置的热敏模具细分领域(图1)这个话题,人们已经讨论了大约20年之久,但如今,它们仍然是“高端”模具技术的标志。专家估计,随形温度控制模具能够显著降低铸件的单位成本。塑料注塑成型领域所报告的优势几乎总是表现在缩短循环周期时间和改进产品质量方面。这样就可以得出模具制造和运行过程中额外成本的可计算投资回报率(Rol)。
同样地,在压铸领域,随形温度控制装置长期以来至少一直被用作型芯冷却装置。导致其几乎没有超出如此狭窄的应用范围,可能是由以下几个原因造成的,首先,在传统压铸模具制造领域,压铸模上散热孔的尺寸不应超过大约10至15毫米。当压铸在射料(高压缩应力)和脱模剂喷涂过程中(高拉伸应力)遭受两次剧烈的热冲击时,当然也是可以追溯并且没有问题的。此外,包括近形和随形三维温度控制领域在内的模具细分领域明显提高的成本也起着重要作用。通常情况下,在选择模具温度控制装置时,并没有任何关于运行过程中实际加热和冷却要求的详细信息。但是,这些信息恰恰需要被用于识别和评估隐藏在铸造模具热平衡中的风险和潜力,以及证明模具制造过程中会产生额外成本。
从这一点来看,压铸工艺中的虚拟设计变成了焦点。使温度控制工作符合安全和经济生产工艺的要求这一点不仅必要而且可行,这与铸件结构设计同样重要。一旦获得铸件的3D CAD数据,铸造工艺过程的第一批仿真计算就可以提供关于模腔周围具备必要温度控制措施的明确信息。接着,在设计浇铸流道和排气区域,关于浇铸工艺过程的其他更详细的仿真计算还可以提供浇铸流道和截面流量技术优化设计以及压室、分流锥和流道区域内各个温度控制装置热平衡技术优化设计。此处描述的方法并不罕见也不难实施。它所提供的是协作工程(CE)方法,早在40年前或更早之前,这种方法对开发过程在经济性方面的积极作用就已经得到了证明。从技术角度来看,这种方法得到了“最先进”(“State-of-the-Art”)的CAE工具的支持,从3D CAD到FE仿真再到虚拟评估和自动化工艺优化。如今,CE得到了整个开发工艺链甚至是跨学科媒体的支持,而跨学科媒体所代表的是,通过相互关联的任务形成的部门和企业之间的一个通用信息平台。
对压铸温度控制系统的虚拟评估
以Oskar Frech GmbH&Co. KG在GIFA 2019上展示的高速铸造单元(High-Speed-Casting-Cell)为例,对技术可能性以及基于CE原理的虚拟公司计划方法进行介绍。这个项目的动机是通过将整体循环周期时间缩短至少35%,从而显著提高铝压铸件的产能。真正的挑战在于“最佳工艺过程”的确定,即,在产品质量、经济性和生产稳定性之间达到最好的平衡。从现有量产工艺出发,在使用最具现代化的系统技术的前提下,应结合创新的模具设计,并通过虚拟工艺分析过程为基准的创建提供支持。
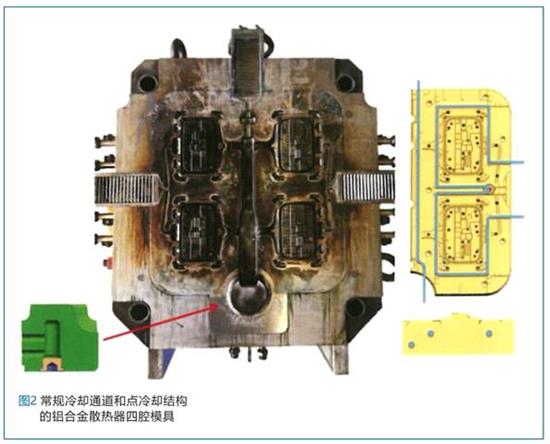
这个项目是铝散热器的批量生产。压铸系统由Frech-DAK-580压铸机以及喷涂装置组成。所使用的四型腔设计模具所基于的是一款鸟巢状结构(枞树)和带常规冷却孔(距压模10至15毫米(图2))的温度控制装置呈垂直排布的经典流道设计。这个产品是一个装有由EN AC-AISi 12(Fe)合金制成的散热片的薄壁盖,它通常被用于汽车领域的电子应用中(图3)。对该产品的主要要求是高表面质量和尺寸精度以及通过散热片实现加热座椅的最佳散热效果。相应的铸造技术目标包括:
1、避免流动缺陷(流动线路,冷流道,氧化物);
2、 避免由模具腐蚀和粘附而导致的表面缺陷;
3、 避免模具四个型腔之间存在较大的填充时间差;
4、 避免由于空气滞留或收缩孔隙而形成内部缺陷位置。

为了通过减少总周期时间来提高产能,第一步需要通过使用最新的联网系统技术来查看优化潜力。为此,Moneva GmbH & Co. KG用以下部件构成的“高速铸造单元”制造出了轻质金属铸件:
1、 Frech压铸机K640,
2、 Meltec真空配料炉,装配有可快速称量配料量(配料精确度和可重复性)的集成系统以及快速伺服控制输送装置,
3、 Robamat高性能多区域温度控制设备,适用于模具系统,尤其是装配有近形温度控制装置的模具系统,
4、 Spesima处理和取样系统。
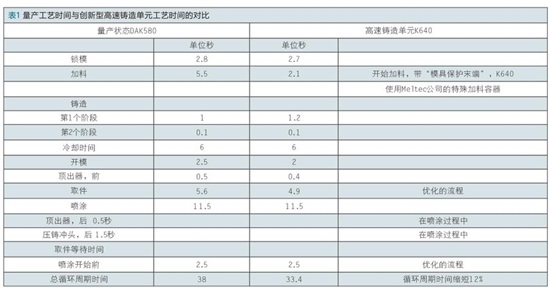
通过现代系统技术之间的连接,可以在加料、开模和取样过程中节省宝贵的时间(表1)。借助高速铸造单元可将总循环周期时间从38秒(量产工艺)减少至33.4秒。这相当于将产能提高了大约12%。
第二步,在新建立的高速铸造单元基础上,将模具优化潜力与其他温度控制和喷涂技术工艺改进之间的结合进行研究。目标是,在保持相同产品质量、最少资源消耗(铝/回收部分)和最大模具使用寿命情况下,实现最少循环周期时间。模具优化的重点在于,针对最少能量输入和快速凝固过程实现有针对性的浇铸流道设计以及通过压铸模具中的近\随形冷却装置来有效控制局部温度的创新设计。
产品的特定表面质量要求4个模具型腔均完成快速而均匀地模具填充过程。由于散热器组件拥有薄壁几何形状并且壁厚分布相对均匀,因此,组件中的收缩孔隙率明显比较低。这样一来,浇铸系统无需保证产品的有效补给,还可以实现效率和短凝固时间方面的优化。Oskar Frech GmbH&Co. KG模具开发部门开发并设计出的相应浇道系统的特点在于其重量轻并且特定表面面积增大了。具有最小成型斜面的散热器的末端近形设计要求脱模工艺的脱模剂涂层足够牢固。通过喷涂实现的水基脱模剂常规应用需要两个耗时的工艺阶段:
1、 在有效的可用温度范围内,对模具表面进行局部冷却。
2、 在进入下一个铸造循环周期之前吹净残留的水分。
现代化无水微喷涂工艺可以大大降低喷涂工艺的循环周期时间比例(常规为11.5秒)。因此,在第二个优化步骤中,将Wollin微喷涂技术与可根据形状单独调整的壳型喷涂模具集成到高速铸造单元中。不同于常规喷涂工艺,所使用的技术几乎不会从模具表面吸收任何能量。因此,必须通过调整内部模具温度来保持能量平衡。在这里,创新型近形温度控制装置提供了一种可以影响模具局部温度平衡的有针对性的有效可能性。在常规温度控制装置基础上,使用Frech激光熔化技术(FLM)将相关区域(腔体和分流锥)重新设计成了高效的近形冷却装置(图4)。

在实施和进行结构设计的同时,根据协作工程原理,使用Magmasoft对所有相关几何形状和工艺过程参数进行了范围广泛的虚拟工艺分析。通过Magmasoft进行的有条理的虚拟实验是一种面向未来的工作方式,通过透明的量化工艺理解,可以设计出最佳并且可靠的产品几何形状、模具和生产过程。虚拟工艺分析的目标是确定一种具体的生产技术解决方案并达到质量与经济性之间的最好平衡。一种利用铸造工艺模拟的系统方法可以划分为以下几步:
1、 目标的定义。
2、 相关变量的确定:这些变量既可以是工艺参数,也可以是产品或模具的几何形状变量。
3、 选择可负荷的质量或测量标准:哪些模拟结果描述了目标或记录了所需的变更情况。
4、 启动顺序定义:提供统计上可靠的模拟次数。
5、 对统计模拟数据进行有针对性的评估。

为了对Frech高速铸造单元进行虚拟评估,已将铸造系统和模具温度控制装置的所有相关几何变更以及关键工艺参数均作为变量被考虑在内。具体来说,初始状态以及针对第二个优化步骤计划的模具和工艺变更分别被集成到了模拟模型中。例如,对流道重新进行了资源节约型设计,包括减少回流、减少能量输入及快速凝固(图5a,b),以及截面部分的几何形状变化,目的是以尽可能小的填充时间差快速而均匀地填充所有四个型腔(图5c,d)。

为了实现与计划微喷涂技术相关的补充能量平衡,同样需要对内部模具冷却装置进行调整,以将其集成到虚拟工艺模型中。此外,为了对不同冷却变型结构(图6)的有效性和敏感性进行评估,还更改了温度控制通道的工艺参数:
1、 流量在8至15升/分钟之间,
2、 冷却介质温度在80至150℃之间。
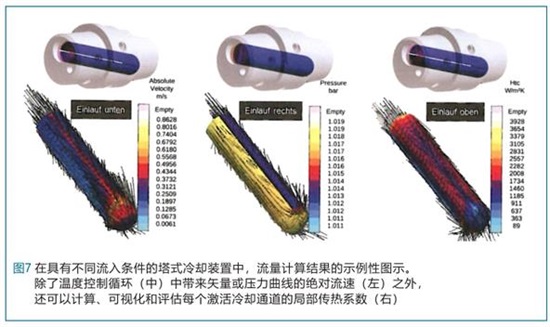
尤其是,在复杂的冷却通道几何形状条件下(例如,上述近形冷却装置),模具中可实现的局部冷却或温度控制性能相关知识至关重要。在Magmasoft中,冷却通道中的流动条件可以与经典的型腔模具填充和固化模拟过程并行计算。在一个简单的塔式冷却装置示例中,示例性地示出了几个冷却通道中的流动计算结果(图7)。在模拟模型中,通过具有不同模具表面散热强度的定义喷涂表面,以简化的方式考虑了常规水基脱模机涂层或创新Wollin微喷涂技术。
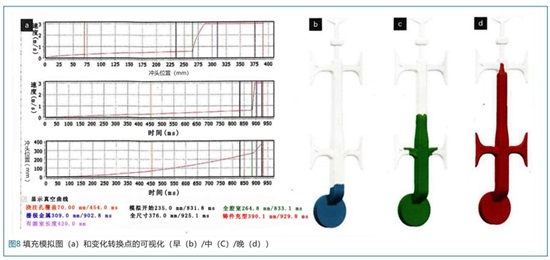
为了能够更好地评估铸造技术设计的可靠性,切换时间点作为另一个工艺变量被集成到了虚拟研究中,从慢速的第一阶段到快速的第二阶段,状态分别为早、中,晚(图8)。
在铸造工艺模拟系统性和有针对性的利用过程中,最重要的一步是为了评估虚拟研究工艺变量而需做出的关于有说服力的质量标准和测量值的定义。针对散热器,需要根据组件定义要求选择相应的Magmasaft结果。
1、 流量误差:4个型腔中的最低填充温度(冷运转风险),
2、 表面缺陷:铸模腐蚀(冲蚀)和粘模(粘附),
3、 填充时间差:所有鸟巢状结构之间作为最大差值的填充时间,
4、 内部缺陷位置:滞留空气量(气体孔隙率)和孔隙率(收缩孔隙率)。

例如,以下示出的是,根据上述质量标准(图9),用Magmasoft进行的铸造工艺模拟得出的相应3D结果(图9)。从定义变量的数量及其自由度可以得出虚拟实验的测试空间:
1、 常规/优化浇铸流道设计(2)
2、 浇口几何形状,窄/宽(2)
3、 常规/近形模座冷却(2)
4、 常规/近形插件冷却(2)
5、 流量8/15升/分钟(2)
6、 介质温度80/150℃(2)
7、 常规/微喷涂工艺(2)
8、 切换点,早/中/晚(3)。
为了减少计算量,可以使用不同统计测试计划策略(例如,Sobol),以生成所谓的启动序列,通常的方法是“通过进行最少次数的实验,得到有统计保障的数据”。在高速铸造单元基准方范围内采用了一个全阶乘实验设计(DoE),即,对384种具有理论可能性的参数组合全部进行了模拟,其中,第108号虚拟实验符合根据高速铸造单元对原始量产工艺进行了调整后的初始过程。由于使用3D结果对虚拟实验进行常规评估是没有意义的,因此,Magmasoft中的模拟结果也将根据规定标准被自动转换为量化数值。使用集成的统计分析工具可以对方便、明确而又迅速地评估所有研究实验。
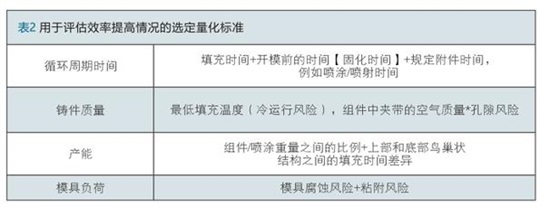
循环周期时间: 填充时间+开模前的时间【固化时间】+规定附件时间,例如喷砂/喷射时间
铸件质量: 最低填充温度(冷运行风险),组件中夹带的空气质量*孔隙风险
产能: 组件/喷砂重量之间的比例+上部和底部鸟巢状结构之间的填充时间差异
模具负荷: 模具腐蚀风险+粘附风险
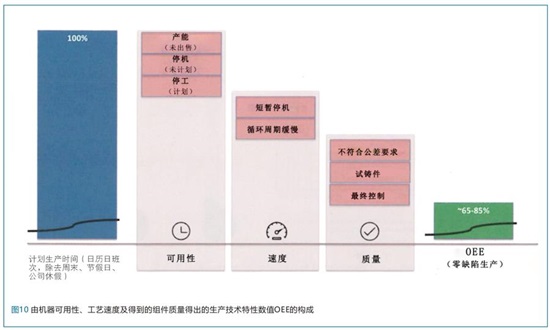
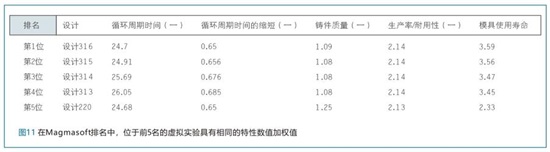
通过所谓的使用结果(Use-Result),将针对铸造质量、压铸模具负荷或者生产过程的效率和耐用性所选定的量化标准(表2)总结成了易于理解的特性数值(KPI)。这些特性数值所基于的是与实际生产相关的特性数值OEE,同样地,OEE也被逐步应用到了压铸过程中。特性数值OEE将可用性(例如,模具使用寿命......)、速度(例如,循环周期时间......)和结构质量或废品率等类别用作效率提高的测量变量(图10)。通过对结果进行数学上的连接,形成用于描述“最佳工艺过程”(在产品质量、经济性和生产可靠性之间取得最佳折衷)的特性数值。在这种情况下,虚拟特性数值并不一定与物理关系相对应,为了对复杂的虚拟测试区域进行评估,虚拟特性数值被标准化成了第108号参考实验。大于1的数值表示与高速铸造单元的初始状态相比有所改善。原始量产工艺为参照,循环周期时间的减少是以百分数形式给出的。基于标准化特性数值基础,在Magmasoft中会生成一个关于虚拟实验的排名(图11),通过对特性数值进行统一的加权处理,可立即确定最佳解决方案。
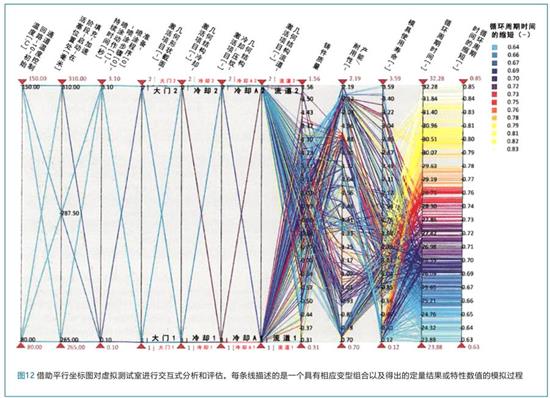
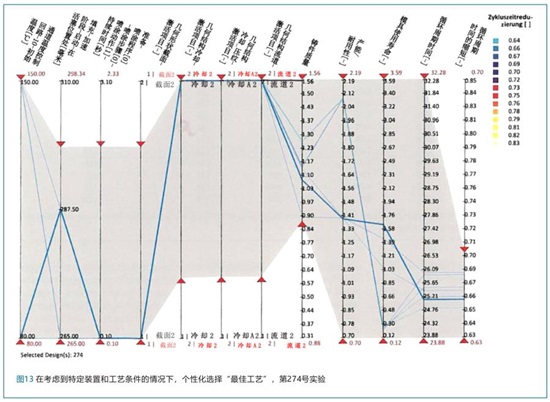
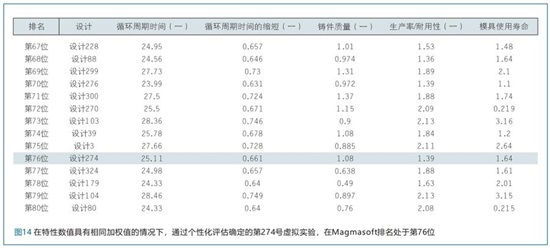
为了考虑实际工艺条件,借助平行坐标图对虚拟测试计划进行了详细的交互评估(图12)。在各个列内(从右到左),描述了各个状态下的变量和定义的特性数值。缩放比例所依据的是循环周期时间的减少。图中每条线对应的是一个虚拟实验。通过滑动控制器可以实现所需边界条件和目标的快速调整。图13示出的是以高速铸造单元主要优化目标为基础的个性化选择。与原始量产相比,第274号虚拟实验是在将循环周期时间缩短了将近35%的同时,在产品质量、经济性和生产稳定性之间选定的折衷情况。在标准化Magmasoft排名中,第274号虚拟实验处于第76位(图14)。
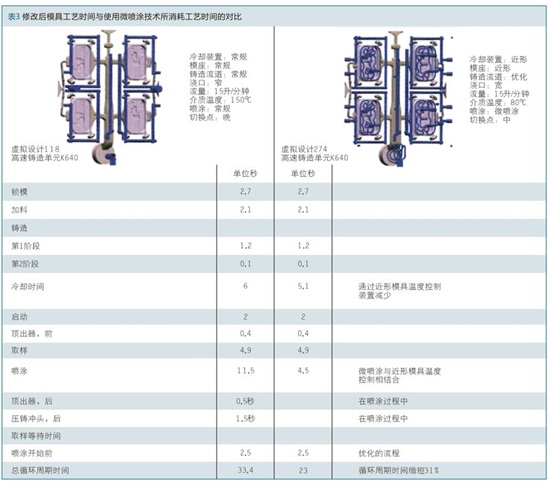
在Oskar Frech GmbH&Co. KG,在对压铸模具进行了修改之后,借助确定的虚拟参数组合在高速铸造单元内实施了该工艺过程。被集成到模具中的近形温度控制装置通过与微喷涂技术的结合可以使总循环周期时间缩短大约23秒(表3)。与原始量产工艺相比,这相当于将产能提高了将近40%。
压铸模具的智能温度控制
根据“压铸模具的温度控制方法及工具”设计温度控制通道的位置和尺寸。在机械工程领域内已经使用了140年的前置(Frontloading)的潜力, 30年以来可用的计算机辅助的铸造工艺优化设计可能性的潜力,以及用于近形和随形温度控制模具部分的现代化部分生成生产技术潜力。所述潜力已知并且可量化,在具体情况下,须针对不同方法做出决策。除了确定模具和铸造工艺具体生产技术解决方案之外,本文中提出的方法还可以确定铸工在质量和经济性方面追求的最佳平衡方案。几乎没有任何经济或生产风险,可以研究任意情况对提高压铸单元效率(OEE)所带来的贡献。
无论问题复杂与否,这种有条理的方法都可以使铸件生产参数和质量特征之间的相互关系在开发工艺链中被及早且系统性地生成出来。在CAE开发过程基础上确保决策的安全性,同时,在CAE开发过程中,设计者和铸工可以同时对组件和工艺进行优化处理,从而在稳定、低成本和资源高效产品和工艺设计过程中为产品开发人员、模具制造人员和专业铸造人员提供保障和支持。

 27.59万
27.59万

 27.87万
27.87万
 9875
9875
 1.83万
1.83万
 1.51万
1.51万
 1.19万
1.19万
 1.47万
1.47万
 1.56万
1.56万
 1.48万
1.48万
 2.01万
2.01万
 1.68万
1.68万
 1.05万
1.05万
 1.35万
1.35万
 1.48万
1.48万
 8280
8280
 1.22万
1.22万
 1.27万
1.27万
 1.39万
1.39万
 8419
8419
 7308
7308
 1111
1111
 830
830
 718
718



















