














文:王振洪 王硕实 凌辉
长春一汽联合压铸有限公司
摘要:压铸件孔隙率的检测分析是一汽大众和上海大众对新产品和新工装样件认可的一项要求,其结果是评判产品是否被认可的关键数据之一,直接影响新产品开发周期和新工装样件认可进度。
关键词:压铸件孔隙率 检测 等级测定
1 引言
近 1 年多来,压铸件孔隙率的检测被广泛地应用在中国南北大众汽车零部件开发和工装样件的认可中。由于压铸工艺的特殊性,压铸产品中必然存在气孔和缩孔等孔洞,而国内绝大多数供应商对孔隙率检测方法和标准要求不了解,同时也没有检测手段,只是使用工业X 光探伤设备进行检测后,将样品提交一汽大众和上海大众进行认可。一汽大众和上海大众进行孔隙率检测后,结果多数情况下因孔隙率不符合产品标准要求而被拒绝认可或只给予让步认可。有些供应商甚至使用工业CT 或医用CT 来挑选样品,以满足大众对孔隙率的认可,极大地增加了检测成本。
2 压铸件孔隙率标准要求
为了便于检测分析和对结果的判定,首先对压铸件孔隙率标准进行说明:
2.1 适用范围
仅适用于压铸方法以及类似的特殊铸造方法(如挤压铸造和充氧压铸等)生产的铝基、铜基、镁基和锌基合金的铸件内部和外部的体积亏空– 孔隙的检测。其它的缺陷,例如缩陷、冷隔、拉伤、毛刺和热裂纹等不予考虑。
2.2 孔隙率
对于所约定的平面,载荷类型为 G、S 和 D 时,孔隙率参数规定了在一个基准面上所允许的最大孔隙百分比;载荷类型为 F 时,规定了在一个基准面上所允许的最多的确定孔隙的数量。此时基准面总是正方形、三角形(等腰三角形)或者圆形,其形状取决于零件的几何形状。
2.3 孔隙等级的基准面
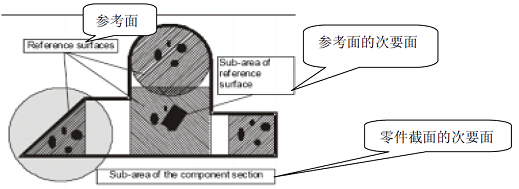
如果在零件中插入一个任意的平整的截面(孔隙等级为F 时观察功能面),则会得到一个面,这个面可分为正方形、三角形(等腰三角形)、圆形以及任意形状的分面。选择这些分面的各自的基准面,使得基准面所覆盖的面积达到最大;基准面的形状与分面的外形尽可能的匹配(如图)。孔和螺纹周围的区域,如果孔和螺纹垂直于长轴,则基准面是围绕孔和螺纹的最大的圆环面。这时圆环的厚度为可行的壁厚。
由此得出, D1 到D4 的孔隙等级具有下述的必要条件:在各个基准面内,(除了要满足等级所规定的孔隙率外),在基准面的所有分面上(基准面内任意位置的分面,其大小 = 3mm × 4 mm),面积孔隙率不允许大于4%。当基准面大小不够时,则取消这种进行方式。
2.4 孔隙等级标记
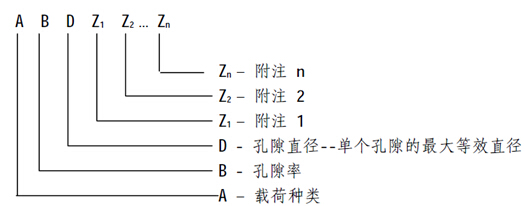
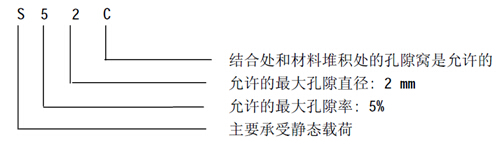
通用标记:
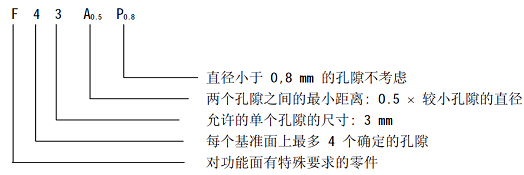
实例标记 1:
实例标记 2:
2.5 孔隙等级标记中的载荷种类和附注
* 载荷类型参数可以取下述标记
S 用于主要承受静态载荷的零件
D 用于主要承受动态载荷的零件
F 用于功能面有特殊要求的零件
G 用于没有较接近的特殊要求的零件
* 附注:
附注 1 到附注 n 的说明是可选的。它们可以单个地注明或者以多个组合的形式注明,注明时可取下列数值:
An---相邻孔隙的间距。这个参数规定了两个相邻孔隙之间的最小边缘距离。最小边缘距离等于两个相邻孔隙中较小孔隙的直径乘以因子 n,单位为 mm。 (A = 距离)
M----零件壁的中点。这个参数只能与直径参数结合起来使用。只有位于零件壁中点(M)的孔隙窝是允许的。孔隙窝是单个孔隙的堆积。孔隙窝存在的必要条件是:
- 孔隙窝的直径大于所允许的单个孔隙的最大尺寸。
- 相邻孔隙间的距离小于这些孔隙中最小孔隙的直径。
C----材料堆积。这个参数只能与直径参数结合起来使用。只有在材料堆积中的和结合点处(热节点 = C)的孔隙窝是允许的。
R----零件壁的核心部位。这个参数 R 只有对于 D10 到 D30 的孔隙等级是允许的。(例如D10:主要承受动态载荷,所允许的最大孔隙率是 10%)。给出的孔隙等级只适用于零件壁的核心部位(R)(所观察的壁厚的靠里的 1/3 处)。在靠外的两个 1/3 中,要按照孔隙等级D4。
Pn----孔隙尺寸。这个参数只能与直径参数结合起来使用。所允许的最大的孔隙尺寸(通过直径参数来确定)只适用于零件壁的核心部位(所观察的壁厚的靠里的 1/3 处)。在靠外的两个 1/3 中,所允许的单个孔隙的最大孔隙尺寸 (P) 被限为直径为 n mm。对于孔隙等级 F,n 规定了可忽略的孔隙的最大直径,既小于该直径的孔隙可以不考虑。#p#分页标题#e#
3 孔隙率的检测分析与等级测定
对于铸件孔隙度的评价,有多种不同的检验方法。载荷类型不同,评价的准则也不同。
因为汽车用压铸件多数属于承受动态载荷的零部件,所以对主要承受静态载荷的零件、功能面有特殊要求的零件以及没有较接近的特殊要求的零件的孔隙率的检测和等级测定不再
探讨,仅探讨主要承受动态载荷的零件的孔隙率的检测和等级测定。
3.1 样品的制取
这种检验只适用于有较高要求的关键的零件部位。如果图纸标明孔隙检测部位,按图纸要求截取铸件截面;如果图纸没有标明孔隙部位,则由产品开发工程师根据产品功能和客户要求确定孔隙检测部位,并按要求截取铸件截面;之后,按金相磨抛面的方法对截取的铸件截面进行磨抛,磨抛后的铸件截面要有镜面光泽的表面,磨面不允许有边缘倒圆或凸起形成,不腐蚀,在100 倍下看不到划痕和拖尾即为合格。
3.2 样品分析
如铸造厂和用户之间没有其它的约定,孔隙规定为孔隙等级D 时,总是用放大倍数为25:1 的显微镜对金相磨面进行评价。D1 到D4 的孔隙等级只能用25:1 的放大倍数对金相磨面进行评价。如在零件图纸上对检验截面没有作出特殊的规定,则孔隙等级标记中的数值规定适用于该零件的所有截面。
首先标定标尺并采集图像(采集图像时应注意适度的照明。照射过渡的照片显示出的气孔率会变小,照明不足的照片显示的气孔率会变大)。
(......)

 27.35万
27.35万

 27.63万
27.63万
 9850
9850
 1.82万
1.82万
 1.5万
1.5万
 1.18万
1.18万
 1.47万
1.47万
 1.56万
1.56万
 1.48万
1.48万
 2万
2万
 1.68万
1.68万
 1.05万
1.05万
 1.34万
1.34万
 1.48万
1.48万
 8223
8223
 1.22万
1.22万
 1.27万
1.27万
 1.38万
1.38万
 8359
8359
 7260
7260
 1035
1035
 755
755
 651
651

















