














刘 东
重庆大江美利信压铸有限责任公司

摘 要:随着重庆地区压铸技术不断提高,与外界先进企业交流增多,许多企业铸件的内部质量得到提升:由过去的单纯靠压铸工艺控制,发展到目前由压铸工艺、二类工装、铝水质量、控制模具等综合手段来保证。16949质量体系要求公司领导重视并参与,确保质量管理体系所需的过程得到建立、实施和保持。本文试图以自己的工作经历来说明压铸件内部质量控制的一些要点。
关键词:工艺控制;二类工装;模具评审;领导参与
1 重庆压铸发展
八十年代中期,摩托车在重庆起步。当时只有几家国有企业具有压铸能力,模具质量整体差;压铸机吨位小,性能不是太好,产品内部质量控制不好。随着摩托车、通机产品的普及,特别是一些民营压铸企业在重庆迅猛发展,重庆的摩托车产量一度占到全国的一半以上。他们学习了沿海先进的管理方法,引进国内外先进设备,整合了内部质量的管理方法,在产品的产量和质量方面,给重庆带来了新的革命。近年汽配、通信、外贸产品的需求增加,内部质量要求更高,性能先进的压铸机、熔炼设备得到广泛运用;模具三维造型、真空技术、细芯点冷、局部增压等新技术得到推广,探伤机已成为检查内部质量的常规设备,产品内部质量得到长足发展。高科技、高投入,固然能带来好的回报,但目前我们的大多数企业生产的是一些通用的产品,质量要求不是特别高,在投入不大的情况下提高内部质量,是我们工作的重点。
2 产品内部质量控制
我从事压铸工艺工作多年,一直想通过调试压铸工艺来保证产品的内部质量。工作中发现,影响产品内部质量的不仅仅是压铸工艺,生产过程不受控、不合格的二类工装、模具问题对内部质量的影响更大。下面就上述的几个问题探讨产品内部质量的控制。
2.1 过程控制
产品过程控制,必须是原材料、熔炼、压铸工艺、模具、设备、后工序处理等生产的全过程都得到控制,生产出来的产品质量才会有保障。重要的节点,如原材料成分合格,杂质少;熔炼按工艺执行;模具的浇注系统合理,工艺调节范围大;压铸机的增压和快压能够及时输出并保证压力等等,生产过程必须有严格的控制制度,有过程记录。
不按工艺熔炼铝水,导致产品的裂纹倾向大、浇口易缺料。许多厂家都是以延长二快行程、提高保温炉温度或者减少内浇口厚度来缓解浇口缺料问题,但对因铝水质量产生的裂纹,常常归结为产品的结构问题,没有好的解决办法。先进的压铸机,压铸的过程和参数都可以显示出来,可以直观的判断压铸的过程和参数是否异常;对一般压铸机,可通过观察压射的压力表和系统压力表来判断压射过程是否异常。对压铸工艺过程和参数有一套严格的管理制度,对提高内部质量是必须的。模具必须从设计、使用、保养各个环节控制好。对模具认识不足,就不能从根本上控制产品的内部质量。
2.2 二类工装
生产过程中,二类工装对产品的内部质量影响很大。我们通过学习重庆的先进企业,合理使用冷却水,规范二类工装管理,解决了许多内部质量问题。二类工装影响内部质量,主要是熔杯、冲头卡滞导致的压力损失,此外二类工装对生产效率的影响也很大。
2.2.1 下图 1 为压射过程中,冲头在熔杯内移动的示意图。熔杯和冲头一直在高温下工作,容易磨损,熔杯、冲头、压射杆和浇口套必须要进行冷却;又因为冲头是高速在熔杯内移动,同心度要求高。
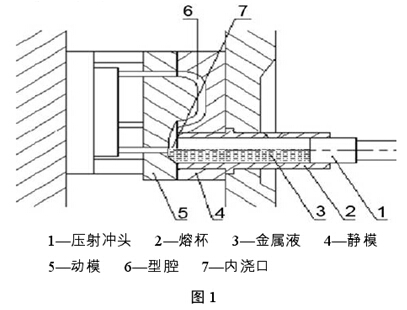
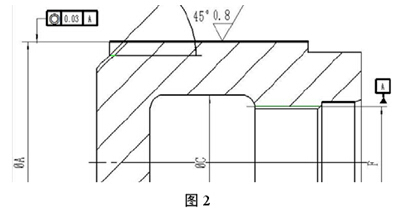
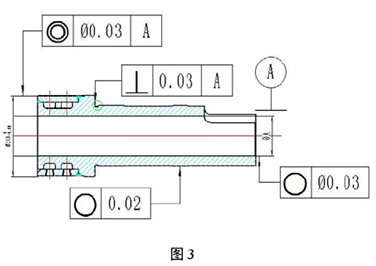
图 2 和图 3 为为某公司冲头和熔杯的图例示范,图中对同轴度有明确的要求。
2.2.2 整体熔杯
整体熔杯相对分体熔杯,优点是:不用将熔杯与浇口套精确对位,模具安装方便,减少一个卡冲头的环节;对磨损不大的熔杯,可以通过磨内圆再利用。重庆的许多厂家已经将分体熔杯改进为整体熔杯。
2.2.3 二类工装的管理
熔杯、冲头和压射杆等必须在专业的厂家进行制作,并对硬度、同心度等重要指标进行入厂验收。熔杯、冲头等易损件应定期进行评估,有适当库存。有的厂家新熔杯内径做的小尺寸,磨损后磨内圆再利用;新冲头外径做的大尺寸,车外圆后再利用,成本节约不少。不恰当的成本节约,会产生许多内部质量问题。
2.3 模具改进和评审
2.3.1 模具改进
模具原因导致的内部质量问题占了产品内部质量问题的 60-70%。但在一些小企业,一般
都是老板签合同,订购模具,技术人员无法参与前期的模具工作,只能被动地反复修模,产量和内部质量无法保证。我们在反复修模的过程中,对模具浇注系统的理解得到提高,已经由反复修理模具上升到参与模具的设计、制作过程,真正做到从模具的设计开始控制产品内部质量。几乎所有厂家都要进行模具改进工作,对压铸的理解不同,改进效果差异大。许多压铸资料已经对压铸常见缺陷及对策进行了叙述,现仅对几个易产生分歧的问题进行讨论:
1)气孔、缩孔。
对气孔和缩孔问题,首先是运用浇注系统的基本设计原理,结合产品,对产品的浇道进行分析。浇口设计的时候,应该从厚壁部位填充;主浇道从重要部位通过,朝向要求较高的末端部位;在气孔、缩孔部位增加一浇口,使其在压力下凝固。
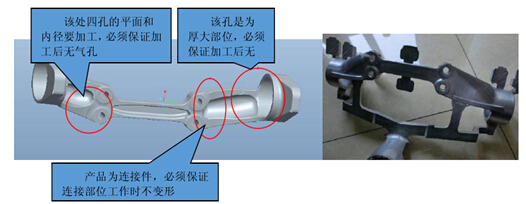
上面左图为汽车上的一个支架,图示要求为用户要求。为满足用户要求,我们做了几种方案,最终选择了右图所示的进浇方式。经生产验证,内部质量完全达到要求。
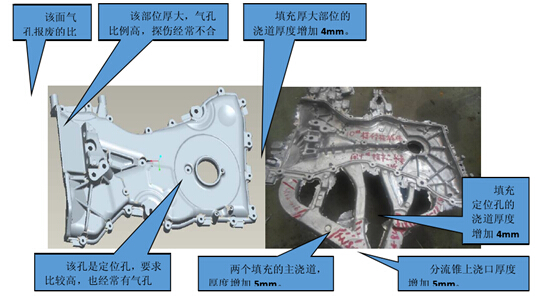
上面左图是汽车上的一个盖子,前期因图示原因报废比例 10%。经讨论,我们进行了右图所示的浇道修改,机加验证报废比例减少到 2-3%。在制作新模具时,我们使用改进后的浇道方案,改进效果明显,产量和质量都得到提升。
2)抛丸起层。对于排气不良引起的抛丸起层,一般都能通过开设合理的排气槽解决。对于填充速度不一引起的抛丸起层,解决起来难度较大。一般的解决方案是:合理设计浇道,避免在产品内部产生大量卷气;尽量从一个方向填充,避免铝水相互冲击卷气;调节各浇道填充速度,尽量同步达到产品末端,避免浇道提前填充集渣包;排气量足够等等。
3)排气。要用浇口、集渣包、排气槽齐全的产品进行分析。各类参考书的排气量标准一般为内浇口截面积的 15%-30%,我们的经验是达到10%以上时,排气效果比较好。排气通畅不仅能解决产品远端的成型、气孔问题,对降低产品的压铸压力、提高工艺调节范围,作用也十分明显。
2.3.2 模具评审
模具评审的基本程序是:1)根据用户的要求,分析产品的重点控制点。2)根据产品的特性和控制要点,讨论需要的机型、模具尺寸、浇注系统方案等。3)与模具厂家讨论方案的可行性,然后按进度实施。在模具的评审中应注意模具的强度和浇注系统的讨论。
模具的强度包括模具的模芯模框尺寸和大小、支撑柱、封水面等,是否符合模具正常生产的要求。模具的强度不合格,很难找到有效的补救措施。模具的浇注系统决定了产品的成型性能、内部质量、工艺性能,对压铸生产起决定性的作用。(.......)

 27.35万
27.35万

 27.63万
27.63万
 9850
9850
 1.82万
1.82万
 1.5万
1.5万
 1.18万
1.18万
 1.47万
1.47万
 1.56万
1.56万
 1.48万
1.48万
 2万
2万
 1.68万
1.68万
 1.05万
1.05万
 1.34万
1.34万
 1.48万
1.48万
 8223
8223
 1.22万
1.22万
 1.27万
1.27万
 1.38万
1.38万
 8359
8359
 7260
7260
 1035
1035
 755
755
 651
651

















