文:陈 宇
重庆隆鑫压铸有限公司
摘 要:宝马 K5X 左盖的质量在生产过程中一直未达到理想的合格率,就这一现象,公司成立了相应的项目小组。项目小组对压铸机、压铸模具、压铸合金、压铸工艺等方面有可能发生的失效模式进行分析,提出了对产品的模具进行重新设计和压铸工艺进行修改等措施。措施实施后得到了一个非常理想的产品合格率。
关键词:K5X 左盖;项目小组;失效形式;模具;压铸工艺
1 K5X 左盖的质量要求
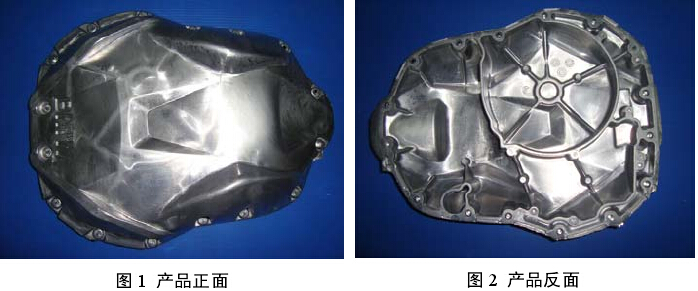
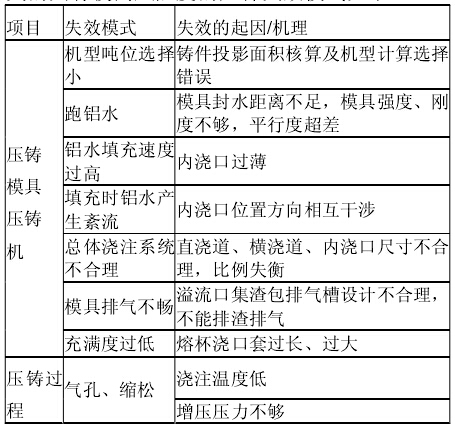
K5X 左盖是由德国宝马摩托车公司隆鑫发动机公司共同开发,并由重庆隆鑫压铸有限公司压铸生产,大排量发动机公司喷粉机加后供德国宝马的 K5X 高端摩托车装配的产品。产品外观设计独特,造型美观,外形如青蛙状。德国宝马摩托车公司对 K5X 左盖质量要求非常严格:零件主体壁厚 2.55mm;零件重量1210±30g(成品)(压铸件 1.305kg);外表面喷粉后不允许有气泡和起层现象;零件表面不允许有碰伤、划伤、磕伤痕迹;压铸后探伤不允许有超过 PK3 标准的气缩孔存在。K5X 左盖实物图如图 1、图 2:
2 K5X 左盖失效的形式
(1)气缩孔:压铸件在冷凝过程中,由于内部补偿不足所造成的形状不规则,表面较粗糙的空洞;
(2)气孔:又名空气孔、气眼,压室、浇道和型腔内的气体卷入压铸件内部所形成的形状较为规则、表面较为光滑的空洞;
(3)气泡:又名鼓泡,铸件表皮下,聚集气体鼓胀所形成的泡,有时会崩裂,存在贯通和非贯通两种;
(4)花纹:又名条纹、流痕,首先进入型腔的金属液形成一个极薄而又不完全的金属层后,被后来的金属液所弥补而留下的痕迹,铸件表面呈现与金属液流动方向相一致,用手感觉得出局部下陷,此缺陷无发展方向;
(5)成型差:成型差又名浇不足、轮廓不清、边角残缺,金属液未充满型腔,铸件上出现填充不完整的部位,多出现在铸件末端或狭窄深腔处;
(6)粘模:在压铸过程中,合金粘附型芯、型腔局部甚至整体粘附在型腔内的现象;
(7)裂纹:铸件上合金基体被破坏或断开形成细丝状的缝隙,有穿透的和不穿透的两种,有发展趋势,裂纹可以分为冷裂纹和热裂纹两种,他们的主要区别是:冷裂纹铸件开裂处金属未被氧化,热裂纹铸件开裂处金属被氧化。
3 K5X 左盖失效模式的改进措施
从模具、设备、材料、熔化、压铸等方面分析了相关的失效模式,其中与模具、设备、压铸相关的具有较高风险度的几种失效模式如下:
(1)压铸机的选择
2010 年在开发 K5X 左盖压铸模时未进行潜在失效模式进行分析,用拍脑袋想当然的方式确定了用 800T 压铸机生产 K5X 左盖。其结果是:生产时模具跑水极其严重,产品质量无论从外观质量到内在质量均极其糟糕。保供也因此受到严重影响。
压铸机型选择——锁模力计算
通过对三维图形测试铸件垂直于分型面的投影面积:F 件=72470mm2
浇注系统、排溢系统垂直于分型面的投影面积:ΣF 浇排= F 件×(50%~55%)= 72470mm2×53%=38520mm2
总 面 积 : ΣF= F 件 + ΣF 浇 排=72470+38520=111260mm2=1112.6cm2
P 锁模力≥ Q 胀型力=∑F × P 比÷ K= 1054T
根据计算结果:选择 1000 ~ 1100T 压铸机为宜
根据车间设备的现状决定暂时用 DC1250T压铸机生产 K5X 左盖,解决锁模力不足和跑水问题。
(2)模具尺寸的改进
项目小组在原有的模具基础上对各个缺陷问题分析后重新开发了 DL-4#模具,模具的尺寸较以前的进行了相应的改进:
DL-4# 模具:宽 × 高 × 厚 =1010mm× 810mm×650mm
① 宽度方向增加 280mm,高度方向增加了70mm,厚度增加 20mm。有效减小了型板安全风险;
② K5X 左盖 DL-4#模最小封水距离 70mm,模芯尺寸宽 x 高各增加了 25mm.模芯尺寸为510mmx450mm。结合模框和模脚尺寸的加宽和1250T 压铸机,有效解决了模具跑水问题;
(3)浇注系统的改进
浇注系统的组成:余料饼、直浇道、横浇道、内浇口
① 余料饼和直浇道的改进
根据压铸机的特点选择余料饼厚度= 25~35mm;
直浇道的主要作用:调节热平衡,保证其最后凝固。通过向过度浇道、横浇道、内浇口最终向铸件传递压力,保证铸件在压力下成型结晶。从而有利于气体压缩和向热节部位补缩,有效减小减少气缩孔。调节提高熔杯充满度,防压射时卷渣卷气。
原压铸机的型号为 DC-800T,其溶杯尺寸φ90mm;
充满度Ⅰ= V 金属液/V 熔杯=(3.4/2.4)/(πR2H)=1416.7/(π×0.452×6.05)= 36.81%
更改后压铸机的型号为 DC-1250T,其溶杯尺寸同样选择 φ90mm 时;
充满度Ⅱ= V 金属液/V 熔杯=(3.4/2.4)/(πR2H)=1416.7/(π×0.452×7.25)= 30.72%
充满度Ⅰ〉充满度Ⅱ,说明 DC-1250T 选用φ90mm 的溶杯的材料利用率不高;
DC-1250T不选用φ80mm的熔杯以提高充满度,是基于1250T压铸机105 T压射力且1150mm的冲杆长度,机头存在较大风险;
为适当提高改 1250T 机型后的充满度,我们在该产品运用了高浇口技术。不但使充满度有所提高,同时能调节模具的热平衡。分流锥高度设计为 125mm,缩短熔杯尺寸 φ80mm,此时的充满度:
充满度Ⅲ= V 金属液/V 熔杯=(3.4/2.4)/(πR2H)=1416.7/(π×0.452×6.45)= 34.72%
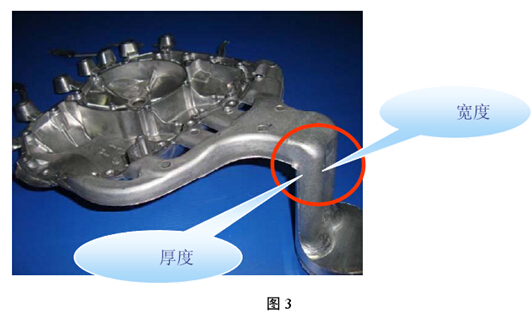
改进后的直浇道尺寸如图 3:
② 内浇口的改进
内浇口总截面积计算:
ΣF 内=G/ρ×v ×t × K1×K2 ×K3 ×K4=1305/2.4×15×0.06×1.25×0.7×0.9×1.25=618.3mm2
ΣF 内:内浇口总截面积 cm2;
G :铸件重量 g;
ρ:铝水比重 ρ =2.4g/cm2;
V :填充速度 V =15 m/s;
t :填充时间 t=0.06s;
K1 :壁厚速度修正系数 δ=2.7mm 时,K1=1.25;
K2:比压速度修正系数,Pb=900 时,K2=0.7;
K3:合金物理特性修正系数,铝合金,K3=0.9;
K4:壁厚特性修正系数,壁厚均匀,K4=1.25;
内浇口厚度计算:
内浇口的厚度:要保证在填满型腔时足以传递压力;不能先于铸件凝固;不能形成铝水喷射、
卷渣、卷气、冲刷、粘铝、拉伤 等;
内 浇 口 厚 度d=δ×Kn×K1×K2=2.7×0.52×1.25×1.70=2.97mm
δ:铸件壁厚;
Tj 金属液温度, Tj=Tjj+ΔT1=578+30=608℃;
Tn 内 浇 口 处 温 度 ,Tn=Txc+ ( Tj-Txc )
*Kt=576℃;
Tx 型腔温度, Tx=Tn-30℃=546℃;
Txc 型腔初始温度,Txc=250℃;
Tjj 金属结晶温度 ADC12,Tjj= 578℃;
ΔT1 结晶过程中必须的最小温度差, 铝合金ΔT1=30℃;
Kt 金 属 液 流 动 时 型 腔 温 度 变 化 系 数 ,V=15m/s,t 填充时间=0.06s ,Kt=0.91;
Kn 内 浇 口 厚 度 与 铸 件 壁 厚 比 ,Kn=d/δ=(Tj-Tn)/(Tj-Tx)=0.52;
K1 铸件壁厚修正系数, K1=1.25(随 δ 减薄,K1 增大);
K2 铸件投影面积修正系数, K2=1.70(随 F件增加,K2 增大);
③ 横浇道的改进
横浇道厚度取内浇口厚度的 3~5 倍;横浇道总截面积取内浇口的 3~4 倍;横浇道总截面积的确定:
ΣF 横 =3.5 ×ΣF 内=3.5×613.8=2148.3mm2
④ 内浇口与横浇道的具体分布
内浇口与横浇道计算结果:ΣF 内=613.8mm2;d 内=2.97mm;ΣF 横=2148.3 mm2;由于产品容易在两端产生缩孔、气孔数量最多导致报废的区域,所在横浇道的两个末端增加了 6x3mm2的 两 道 内 浇 口 ; 所 以 ΣF 内=582+2x18=618mm2;
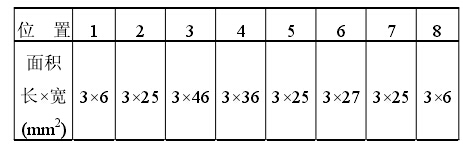
内浇口具体布局如下表:
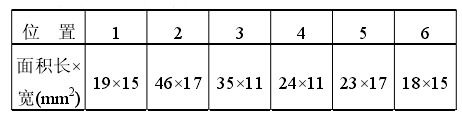
由于在某些区域是容易产生缩孔、气孔数量最多引起产品报废,同时为了确保铝水自下方内浇口开始向上方顺序填充,不产生紊流,因此,对 6 组横浇道的位置和厚度进行布置,为保险起见,横浇道的厚度多放了 1.5mm,因此,六道横浇道的总截面积:2377mm2;
横浇道具体布局如下表:
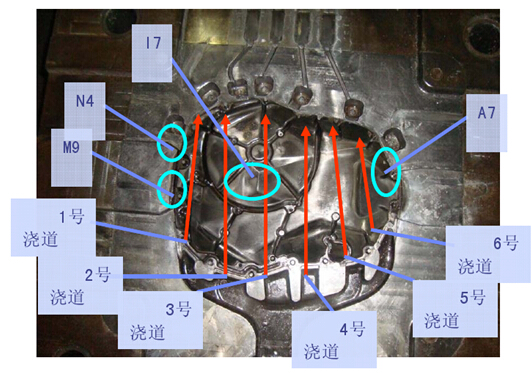
浇道形状和位置具体改进情况:
(一)1 号浇道改变方向和位置,解决了M9 到溢流槽、集渣包的顺序填充,避免了紊流,填充末端即为溢流口;
(二)2 号浇道方向未变,宽度向 3 号浇道方向增宽 2mm、向 1 号浇道增宽 4mm 为 46mm,增大了填充量,解决了N 4区域和周围区域缩孔、气泡、成型差;
(三)3 号浇道方向调整,将靠 2 号浇道方向的尖角削掉并增加 2mm 为 35mm,解决了 I 7区域和周围区域缩孔、气泡、成型差;
(四)4 号浇道方向未变;
(五)5 号浇道方向未变;
(六)6 号浇道方向未变,浇道过渡段外形加宽,填充量增大;
(4)排溢系统的改进
排溢系统由排气槽、集渣包、溢流口组成;溢流槽、集渣包从 6 组增加为 7 组;在 M9区域外边缘增加一个独立的排气槽;所有集渣包的平面尺寸减小,深度增加;1#渣包及溢流口向上方移动了 5mm,开设在 N4 区域外边沿两型芯的中间,有效起到了填充导向、排渣排气的作用;在改进前的2#和3#集渣包之间增加一组溢流口、集渣包、排气槽,对 K2 区域起到了很好的填充导向作用,避免该处紊流的产生,排渣排气效果提升。
4 工艺系数的改进
K5X 左 盖 的 压 铸 材 料 为 ADC12 , 用ATM-1500 熔炼炉进行熔炼,经过除渣与在MTS1500 MarK10 设备上除气,由转水包转运至保温炉进行压铸;产品要求的浇注温度为650~670℃,精炼除渣温度 720~740℃,增压压力30~32MPa,其他工艺参数与之前的数据保持不变。
5 结论
经过改进后的生产综合合格率从 43.3%提高到 80.98%,提高了 37.68 个百分点,提升幅度为87.02%;通过计算分析,对浇注系统尺寸进行优化,既能满足工艺和质量要求,同时也能够提高工艺出品率至 48%(在 K5X 左盖 DL-5#模设计制造时将充分考虑以下内容):
(1)横浇道设计比 DL-4#模具减薄 1.5mm;
(2)浇口过渡段的厚度 20mm,宽度 55mm;
(3)直浇道厚度 24mm,宽度 55mm;
(4)1100T 机采用 φ80 的熔杯;
(5)分流锥高度控制在 65mm;
通过对 K5X 左盖 DL-4#模产品的一系列的改进活动,对我们压铸团队来讲是再一次学习的过程。一方面,沉淀积累了有利于压铸产品质量先期策划的经验,同时也为压铸质量及过程的持续改善学到了更多的方法。
















 25.3万
25.3万








































