 文:王凯、 耿昕、 姚云宾 山东省内燃机研究所
文:王凯、 耿昕、 姚云宾 山东省内燃机研究所
摘 要:压铸铝合金是现在较为常见的金属零部件材质之一,然而在对该类材质进行加工时,常伴随出现各种各样的问题,为生产企业造成了不小的经济损失。本文重点从切削液、刀具、加工方式等角度进行分析研究,提出解决建议,希望起到一定的借鉴作用。
关键词:铝合金 压铸 加工
引言
压铸铝合金在当今社会正越来越多的被发动机、机床、航空航天等工业领域采用。分析其加工过程中出现的问题并加以解决,对相关行业来说就显得尤为必要。
1 压铸铝合金的材料特点
以本文中提到的 K15 型机油泵泵体为例,该泵体采用的是 YL113 GB/T15115-2009型压铸铝,其特点是耐磨性高,热膨胀系数低,抗热裂性出色。但在耐蚀性和抛光性方面表现欠佳,氧化保护层更是一大显著缺陷。
2 在压铸铝合金加工时通常会出现的问题
(1)加工过程中出现发霉。铝在空气中自然氧化生成霉斑,其本质是质地较松散的氧化铝,发霉情况会随着时间不断加重。压铸铝由于材质相对疏松,发霉比铝合金更快。
(2) 产品加工面孔洞外露。压铸铝合金产品的外表面,有一层相当致密的组织,而工件内部会因为缩松现象出现一些细小的孔洞,如果加工量超过了致密层的厚度,孔洞就会明显增加。
(3)刀具磨损或崩刃。当铸件里掺有杂质或因偏析现象形成了硬点时,有可能会损坏刀具。而镀膜刀具的镀膜层假如同样含有铝,崩刃现象也会时常发生。
(4)表面光洁度和尺寸精度不佳。压铸铝合金泵壳类零件国内普遍采用牌号为 YL113 的材料制造。由于其硬度低,塑性好,在切削加工时极易产生积屑瘤,严重影响已加工表面的粗糙度和尺寸精度;切削后的弹性回复, 给提高已加工表面的尺寸精度也带来了困难。
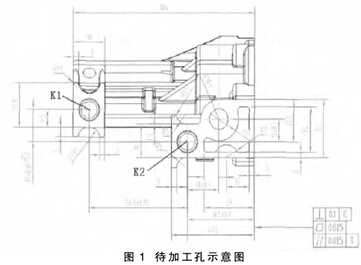
下面,以加工 K15 型机油泵泵体过程中遇到的一个问题为例加以说明:在加工图 1 的 K1、K2 两个孔时,无论是单个孔的直径尺寸,还是两孔之间的位置度,都有一定的困难,为此就要找到妥善的解决的方法。
3 加工压铸铝合金产品的注意事项
3 . 1 正确选择和使用切削液
3 . 1 . 1 切削液的选择
使用切削液的目的在于冷却、清洗、润滑和减少加工过程中的早期霉变现象。对于压铸铝合金产品的加工而言,其主要作用是后两者。
润滑:如果在加工过程中润滑程度不够,极易产生积削瘤,影响尺寸精度。减少加工过程中的早期霉变:铝制品在酸碱环境中都容易受到腐蚀,但只要缓蚀剂选配合适,就可以减少霉变现象的发生。
3 . 1 . 2 切削液的使用
(1)切削液的稀释比例一般为 1:10~1:20。
(2)稀释水的要求:稀释水温度太低,容易形成胶状物质且难以溶解,不利于配置乳化切削液。
(3)乳化切削液的 PH 值:加工压铸铝时的 PH 值不能过高,一般在 8.5 左右。
3 . 2 减少加工表面的孔洞
压铸铝合金产品表面的致密层,厚度大约仅为 1mm,因此加工余量要小于该值。
3 . 3 刀 具 的 选 择 和 进 刀 量 的 控 制
刀具的选择又分为刀具类型的选择和刀具几何参数的选择。
3 . 3 . 1 刀 具 类 型 的 选 择
以加工 YL113 型压铸铝合金为例,可选用下列三类刀具之一:
(1)未镀层的超细颗粒硬质合金刀具。加工铝合金主要选择 K 类(WC+Co)硬质合金,而 K10 类硬质合金刀具有锋利的切削刃,抗剥落性能好,不易发生粘结,是切削第一次加工第二次加工第三次加工第四次
加工硅铝合金的首选材料。
(2)物理镀层(PVD)方法的硬质合金刀具。涂层能减少刀具与工件间的扩散以及化学反应,因此能减少月牙槽磨损和积屑瘤的形成。涂层刀具可比未涂层刀具提高刀具寿命 3~5 倍以上,提高切削速度 20%~70%,提高加工精度 0.5~1 级,降低刀具消耗费用 20%~50%。需要注意的是,涂层的成分不能含有铝元素。
(3)中粒度金刚石(PCD)刀具。应用较广泛的聚晶金刚石刀具,能够较长时间的保持刃口锋利,刀具寿命为硬质合金(WC 基体)刀具的 10~500 倍。通常 W(Si)≤13%时选择中粒度金刚石刀具,铝合金 W(Si)>13%则选择粗粒度。
3 . 3 . 2 刀具几何参数的选择
(1)在充分考虑刀尖强度,工件加工表面光洁度等因素的前提下,选择尽可能小的刀尖圆弧半径。
(2)使用 25%左右的正前角和后角,切削轻快,排屑容易。
(3)与铣削时相反,选择较大的主偏角,避免产生较大的径向分力导致轴类工件发生弯曲变形。
(4)副偏角一般取较小值,粗加工时略大,精加工略小。
(5)一般取 +10°左右刃倾角,前刀面要研磨光洁,并开出卷屑槽。
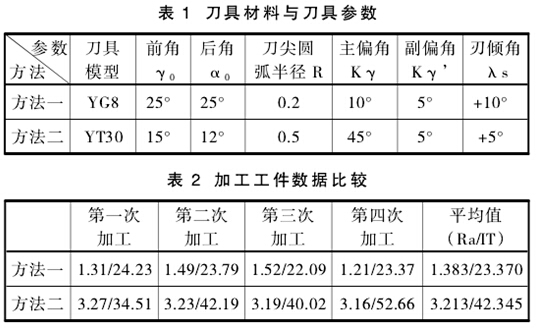
针对压铸铝合金表面的加工分别选用的铝合金加工铣刀(YG8)和普通 45 号钢钢件加工铣刀(YT30)作精铣加工对比,参数见表 1、表 2。
结果表明,方法一能够使铸造铝合金件达到粗糙度Ra1.6,精度 IT8 级;方法二能使铸造铝合金件粗糙度 Ra3.2,精度 IT9 级。方法一能够较好地完成加工任务。
3 . 3 . 3 进刀量的控制
加工时,进刀量不可过大。这样做既可以延长刀具的使用寿命,又可以确保产品表面的致密层不会被轻易破坏,而且还可以减少由于切削力过大导致的弹性恢复。
3 . 4 实际应用
综上所述,为克服图 1 中 K1、K2 两孔在加工时出现的困难,采取了以下措施:
(1)将切削液更换为压铸铝合金产品专用切削液。
(2) 考虑到 K15 型机油泵泵体材质的硅含量约占11 % , 选用 型 号 为 TPGT080204L-WT1200A的微调镗孔刀,既不会轻易出现刀具损坏现象,又可以保证两孔的位置度。
(3) 为尽量保留表面致密层,加工时分多次进刀,并将进刀量设定为 F25。
(4) 弹性恢复还取决于支撑点和压紧位置的选择,以及压紧力的大小。
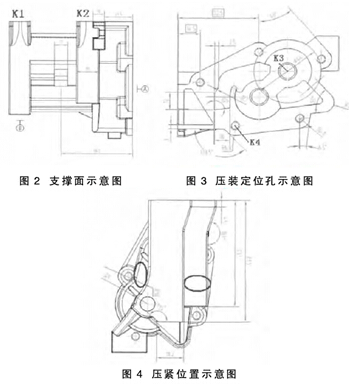
在加工过程中,选择 B 面作为支撑面,然后以 A 面抵住压紧工装的立板,再将图 3 中 K3、K4 两孔作为定位孔,来实现泵体的最终定位。压紧时,以图 4 中椭圆形圈出的位置作为压紧位置,一是因为有利于布置压板,二是考虑到这两个位置与立板之间没有悬空以及其他孔的存在。压紧力大小的控制也尤为重要,如果力量偏小,泵体可能在加工过程中松动移位,导致加工尺寸完全偏离,甚至引发泵体破裂、刀具损坏等严重后果;如果力量偏大,在测量加工结果时会发现明显的弹性恢复,尺寸精度完全不符合加工要求。经测算,压紧力控制在 105~115kg 时较为适宜。
(5)按照使用要求,避免加工机床受到其他设备的干扰,因为这类干扰会影响到机床的精准度。
4 结 论
决定压铸铝合金加工质量的因素主要有切削液、刀具、加工方式、压紧位置和压紧力,准确把握以上几点就可以保证工件的尺寸精度,有利于规模化生产,进而扩大生产企业的经济效益。
















 27.35万
27.35万








































