文:崔爱军
摘要:通过实例论述了利用p-Q2图的方式来选择合适的压射头直径的方法,在确认合适的压射头后,再利用p-Q2图的工艺窗口来选择一个比较合适的内浇道截面积的取值范围。
1.概述
在压铸模设计中,浇注系统的设计是压铸模成功与否的关键,已广泛得到了设计人员的重视。但在浇注系统的组成中浇口套直径(即采用的压射头直径)的确定还远未得到应有的重视,在常见的参考资料中也没有一个明确的设计标准,往往是根据个人的经验进行选择,甚至是选择压射头尺寸也不进行压室充满度的核算,造成压铸模的设计方式可能存在一些失误,压射头直径的选择甚至可能是错误的,因此会导致压铸模在生产中出现成形不良、废品率高、生产效率低等问题,而这种压射头直径选择错误是很难通过压铸工艺的调整来弥补的。 然而,这种错误往往具有很大的隐蔽性而被忽视,这就是压铸中生产中许多质量问题很难找到真正原因的症结所在。
内浇道截面积的计算一般也是停留在靠经验来确认的地步,常用的内浇道截面积计算公式有十几种之多,从不同的观点出发得出了各种内浇道截面积的计算公式,而这些公式往往适用于不同的压铸合金和不同的具体情况。相同情况下,用不同的公式计算,得出的数值相差较大,有时根本不具有现实的指导意义。
由于这方面的书籍、论文资料繁多,在此不再对这些计算公式进行深入的探讨。根据笔者多年的实践经验应用,依据p-Q2图来确认压射头直径与内浇道截面积的计算方法还是简便可行的,下面对此问题做简要论述。
2.压射头直径的选择
对于具体的一个压铸件来说,在设计模具之初,我们必须要确定的一个问题就是将来这个模具在什么样的压铸机上进行生产,如果不把这个问题搞清楚,那么后续的模具设计就失去了最基本的设计依据,因为在将来的生产中,是由特定的压铸模和确定的压铸机来构成一个确定的压铸系统,压铸工艺的设计与调整都是在这个固定的系统中进行的,抛开这个特定的压铸系统来谈论压铸工艺、模具浇排系统设计基本上是空谈,对实际的生产没有任何指导意义。
现实当中,国产压铸机生产商往往是根据压铸机的国家标准《GB 10925—1989 压铸机参数》中的相关规定,压铸机配备三种不同规格的压射室,这三种压射室直径都是在标准范围内以10mm级差设置,就用户来讲,为统一模具的标准,很少在标准规格之外再增加其他规格的压射室。也就是说,当我们依据铸件图样资料的基本数据,结合本公司的实际机型,选择了压铸机的型号之后,能够采用的压射头直径就基本限定在了三选一的方案之中。
(1)“粗基准”的使用
利用p-Q2图确定压射头直径时,我们需要知道内浇道截面积的值,在没有明确内浇道截面积之前,我们暂时引入“粗基准”的概念。这里的“粗基准”是借用了机械加工用的一个名词,即工件加工的第一工序或最初几道工序中,只能用毛坯上未经加工的表面作为定位基准,这种定位基准称为粗基准。就是说,在没有确定内浇道截面积之前,为了能够确认压射头的直径而必须暂时利用某个经验公式得出的内浇道截面积的值,这个“值”就是作为计算压射头直径的“粗基准”。最终得到的内浇道截面积的值会与这个“粗基准”有差异,但不影响压射头直径的确定。
在多年的实践应用中发现,欧美压铸公司提出的内浇道截面积的计算公式与最终确定的值差别较小,且该公式适用于所有的压铸合金,在设计铝合金压铸模时可作为确认压射头直径的“粗基准”使用,具体公式为:
式中 L—内浇道宽度(cm);
T—内浇道厚度(cm);
V—铸件和溢料槽体积(cm3)。
由式(1)可以得出,铸件的内浇道截面积S为

式中 S—内浇道截面积(mm2);
V——铸件和溢料槽体积(cm3)。
利用式(2)计算出的内浇道截面积的值可以用于制作p-Q2图,用来确定压射头直径。
(2)在p-Q2图中确认压射头直径
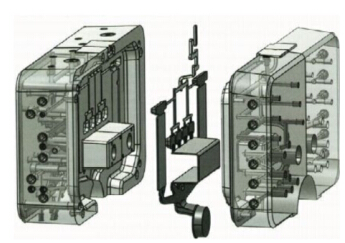
下面举一简单的例子来说明压射头直径的确认过程。
铸 件 特 征 : 平 均 壁 厚 为3.5mm,浇道厚度1.90mm,充型体积800cm3,总重量2950g,流量系数取0.5,材质为ADC12。
设备参数:DCC800压铸机,空压射速度6m/s,储能压力13MPa,压射头直径80mm、90 m m 、 100 mm ,浇注温度650℃,模具温度220℃。根 据 式 ( 2 ) 计 算 “ 粗 基准”得出,内浇道截面积为S=2.68×8000.745=390(mm2)。
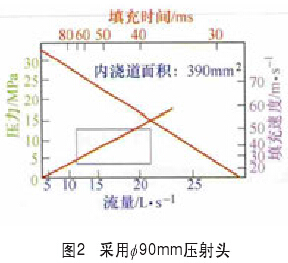
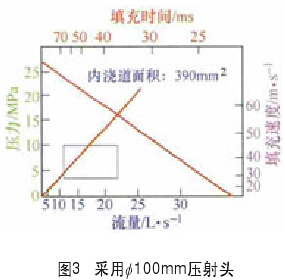
依照上述这些条件分别画出内浇道截面积为390mm2情况下,对应直径80mm、90mm、100mm三种压射头的p-Q2图,如图1~图3所示。
从图1可看出,模具线偏向窗口的下方,这样的图形告诉我们:压射头直径过小或内浇道截面积过大,此时系统的流量不足,对此需减小内浇道截面积或加大压射头直径。
从图2可看出,内浇道截面积偏小,此时需要适当加大内浇道截面积,或减小压射头直径即可。
从图3可看出,相对于图2来讲,属于内浇道截面积严重偏小或压射头直径严重偏大的情况,这个压射系统的填充流量过大,系统压力偏低。由于压射头直径严重偏大,故不选择。
至此,所能选择的压射头直径限定在了φ80mm或φ90mm,如果选择φ80mm压射头则必须减小内浇道截面积,选择φ90mm压射头则必须增加内浇道截面积。而减小内浇道截面积带来的问题是最短填充时间增加,在系统允许最长填充时间不变的情况下, 造成系统工艺窗口范围变窄,工艺适应性下降。因此,在压室充满度满足使用要求的情况下,还是选取φ90mm压射头为宜。
(3)压室充满度核算
当然选择φ90mm压射头是否合适,我们还要验算压室的充满度。压室的充满度对夹杂在铸件内的气体量有着很大的影响,通常压室的充满度控制在30%~70%为宜。当充满度低于30%时,压射头在压室慢速过程内液态金属的热量消耗过大,一部分热量通过压室壁及压射头迅速散发,从而在压室壁上形成冷凝薄壳。当薄壳被充填至模具型腔后,就会造成铸件内部缺陷,特别是浇口部位易出现夹层,去浇口时出现掉肉现象。反之,当充满度过高时,压射头的初始运动会造成合金液从压室注料口溢出,快速压射时压射头加速距离过短,难以加速到充型所需的最佳速度。
根据选定的φ90mm的压射头,查设备说明书可知,φ90mm压室射料量为9kg,压室充满度K为32.78%。压室充满度大于30%,可以满足使用要求。
3.内浇道截面积的核定
在确定了压射头直径之后,剩下的工作就是在“粗基准”的基础上进行优化,选择一个合适的内浇道截面积值,这项工作相对要简单一些。
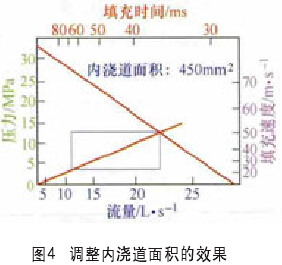
图2模具线略偏工艺窗的上部,表明“粗基准”得到的内浇道截面积390mm2偏小,我们可以通过适当地调整内浇道的截面积大小,来改变模具线的位置,以便使模具线落在工艺窗中的长度最大化。当我们将内浇道截面积增大到450mm2时,模具线基本上斜穿工艺窗口,此时的模具与压铸机的匹配性达到最优,压铸模的工艺性达到最佳,如图4所示。
但是,我们在模具实际制作时,考虑模具后续的维修整改方面的简便性,不会第一次就将模具内浇道截面积开到最大值,一般需要保留5%~10%的修模余量,因此这副模具内浇道截面积取值应在405~425mm2。
4.结语
在压铸模的设计中,压射头直径的选择应引起设计人员的足够重视。实际应用时,结合压铸机进行合理选择,应用p-Q2图这一工具能够快速、准确地来选择一个合适的压射头直径,为后续确定内浇道截面积奠定一个良好的基础。
另外,还要强调的是,压射头直径和浇道面积的正确设计是获得优质铸件的必要条件,除此之外,还要合理控制内浇道厚度,做好浇口位置、浇道的几何形状、排气槽、溢流槽等设计工作。


















 27.35万
27.35万








































