文:江苏大学 材料科学与工程学院 侯文涛
摘 要:选用A357铝合金,从工艺试验方面对变速箱箱体的间接液态模锻工艺分析与研究。 通过对组织的观察、力学性能的测试,得出了各个工艺参数对液锻件成形质量的影响趋势。结果表明,实际生产中比压选取110MPa是合理的。 当模具温度达到280℃,箱体液锻件的力学性能达到最佳。15s 的保压时间不但能够很好保证液锻件的显微组织和
力学性能,还能缩短生产周期,提高生产效率。
关键词:液态模锻;变速箱箱体;铝合金;模具;工艺参数
变速箱箱体形状复杂、加工难度大,并且此类零件的工作环境较恶劣,在使用性能上要求较高。 目前变速箱箱体多为铸铁经砂型铸造、消失模铸造生产,随着世界工业正向着安全、节能、环保、高效、轻量的方向发展,传统制造业面临着巨大的挑战。 开发新材料、新工艺已经成为趋势,本文将用铝合金代替铸铁,工艺采用先进的液态模锻生产用于工程机械的变速箱体。 与铸铁变速箱相比,铝合金变速箱具质轻、减震效果好、导热性能好等优点,极大地改善了工作条件,提高了传动性能和整体传动工装的使用寿命。
1 材料及设备
设备包括立式SCV-2000间接液态压铸机及配套自动化给汤机和011F-600柴油熔炼炉,实验选用材料为A357铝合金,其化学成分如表 1。
2 间接液态模锻工艺流程及参数优化
2.1 工艺流程
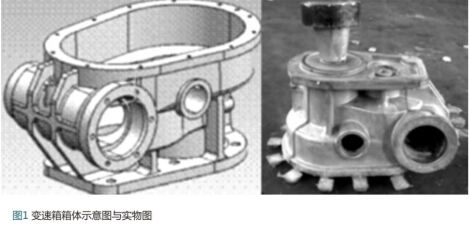
变速箱箱体,结构示意图与实物如图 1,间接液态模锻主要的工艺参数有比压、 浇注温度、 模具温度,保压时间等。
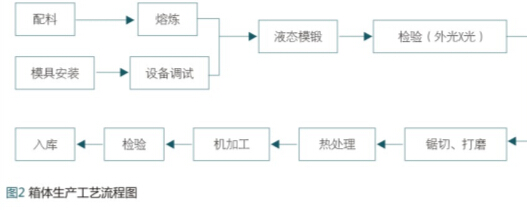
在大批量生产中,需要综合考虑各个工艺参数、设备、模具等对液锻件性能的影响,制定合理的工艺流程,箱体液态模锻的工艺流程如图 2。
2.2 液态模锻工艺参数优化
2.2.1 比压
对于铝合金间接液态模锻的比压范围在60-80MPa。 随着比压的增加,液锻件的充型能力提高,轮廓更清晰,致密度和强度亦增加,但比压过大易损坏模具。 结合变速箱箱体的结构和性能要求,可适当缩放比压范围, 因此变速箱箱体间接液态模锻比压选取在60-125MPa。
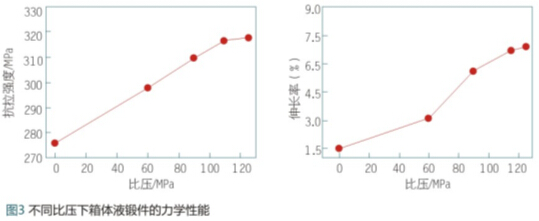
图3 给出了比压对箱体液锻件抗拉强度和伸长率的影响。 可以看出,随着比压的增加,液锻件的抗拉强度和伸长率得到了提高, 尤其比压在 0~110 MPa之间,液锻件的抗拉强度呈线性趋势上升。当比压升至 110 MPa 时, 抗拉强度和伸长率增加的趋势减缓;当比压为 125 MPa 时抗拉强度由重力铸造下的276 MPa 提高到 318 MPa,强度提高了 15.2%;伸长率从 1.6%提升到 7.1%,增幅340%。
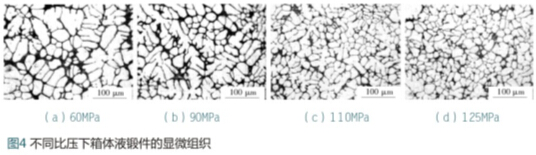
图4为保持浇注温度 720℃、模具温度 280℃、保压时间 15s 不变条件下,不同比压下箱体液锻件显微组织。 可以看出,当比压上升至110MPa 时,液锻件的组织更为致密;与 60MPa 和 90MPa 比压下的组织相比, 得到了较大的改善; 继续升高比压至125MPa,晶粒的形态没有明显的变化。
2.2.2 保压时间
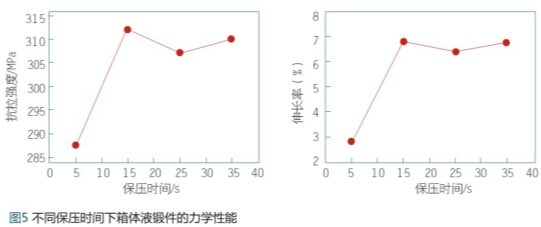
保压时间对液锻件的凝固过程和凝固组织有影响,保压时间过短,液锻件最后凝固部位补缩不足,容易造成缩孔、疏松;保压时间过长,影响模具寿命和生产效率。 如图5为不同保压时间液锻件的力学性能,可以看出保压时间从5s到35s,液锻件的力学性能呈现先升高,随后稍稍下降,又升高的规律。这与其显微组织的变化规律相关。 保压时间过长,对于设备、模具的损耗加剧。 对于箱体液锻件来说,15s 保压时间是比较合理的。
2.2.3 浇注温度
原则上在保证充型效果的前提下, 应尽量用低的浇注温度,可以有效减少缩孔缩松缺陷,也能提高液锻模具的寿命。 但浇注温度也不宜过低,以免影响冲头施压,造成轮廓不清甚至浇不足现象,故浇注温度应适当选取,浇注温度控制在680~740℃之间。
图6为保持比压125MPa,模具温度280℃,保压时间15s 不变条件下,浇注温度分别为680、700、720、740℃的显微组织。 可以看出,箱体液锻件在680℃浇注温度下,不少初生α-Al 呈现树枝晶形态,一部分呈现球状、粒状形态,总体上晶粒较为细小。继续升高温度至 700℃,细小晶粒明显减少了,发达的树枝晶形态初生α-Al 也变少, 晶粒均匀度提高,变得更加圆整。 继续提高到720℃,液锻件内的初生α-Al 晶粒与700℃相比, 稍微长大但是整个组织更为致密。 740℃后,粒状初生α-Al 晶粒进一步长大,柱状晶粒增多,树枝状晶变粗大。
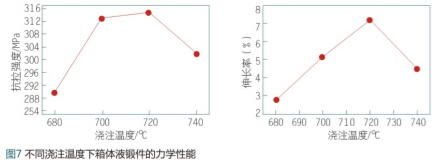
图7为比压125MPa,模具温度280℃,保压时间15s 条件下, 不同浇注温度对A357箱体液锻件力学性能的影响。 由图可知液锻件的抗拉强度随着浇注温度的升高,先上升后下降。随着浇注温度继续升高到740℃,液锻件的抗拉强度和伸长率下降。将浇注温度选择在720℃比较合适。
2.2.4 模具温度
模具温度主要考虑模具的预热温度、工作温度。
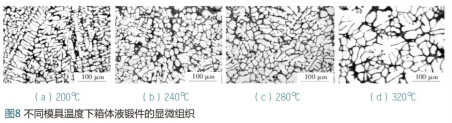
模具预热是为了保护模具,便于喷涂涂料,一般模具预热温度在150-200℃;合理的模具温度可以保证合金液的流动性能,减少粘膜、冷隔、斑纹等缺陷,并保证在液锻力作用下不会发生变形, 降低高温金属液作用下热应力,减少模具热疲劳,延长模具寿命,铝合金的液态模锻模具工作温度约在200~320℃。图8为比压125MPa,浇注
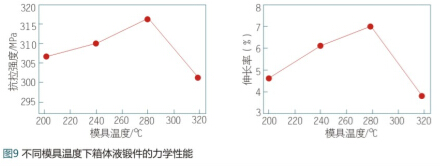
温度720℃,保压时间15s 条件下, 不同模具温度下的A357箱体液锻件显微组织。 其中图8(a)为模具温度200℃液锻件的显微组织。 可以看出,组织不均匀,由排列整齐的柱状晶、类蔷薇状晶粒以及大量的细小晶粒,晶粒间的尺寸相差较大。 提高模具温度到240℃, 树枝晶减少,晶粒相对长大,圆整度也提高。 进一步提高模具温度到280℃,晶粒尺寸分布明显均匀,组织致密。当模具温度到达320℃后,晶粒很明显粗化。不同模具温度下液锻件的力学性能如图9。 可以看出, 液锻件的抗拉强度和伸长率均呈现先上升后下降的变化趋势。模具温度为280℃时,液锻件的抗拉强度和伸长率达最大值, 分别为316MPa 和7%。 模具温度为200 ℃时,晶粒尺寸的不均匀性,造成试样在受力过程中应变的不协调性, 在局部区域产生高应力集中,从而降低了液锻件的力学性能。
模具温度升高后,在压力的作用下,组织变得越发致密, 晶粒尺寸也变均匀, 液锻件的力学性能得以提高。 当模具温度达到320℃,铝液在固-液相区停留时间变长,晶粒明显粗化,造成了液锻件性能降低。结合上述分析,浇注温度在720℃,比压125MPa,保压时间15s 时,模具温度280℃下能够得到力学性能较好的箱体液锻件。
3 小结
(1)对于一些形状较为复杂、壁厚差较大的箱体零件,无法用锻造成形,用常规铸造方法难以达到性能要求的,可以采用间接液态模锻工艺成形。
(2)间接液态模锻过程中,铝合金液在压力下结晶、凝固、补缩,液锻件的组织和性能得到明显提升,并且合金力学性能在比压0-125MPa 之间,随着压力的升高而升高,到110MPa 后,再提高比压,力学性能提升有限。 合金凝固产生的缩孔疏松组织在压力下减少或消除,液锻件致密度提高。
(3)变速箱箱体间接液态模锻的浇注温度在720℃最佳,浇注温度过低,压室中自由凝固层厚大,阻碍冲头加压,液锻件内部出现了缩孔、疏松缺陷,致密度差,力学性能低;浇注温度过高,合金凝固时间变长,晶粒粗化,力学性能降低。
(4)适当的模具温度 ,保证液锻件的冷却速率 ,使压力可以更好的传递,合金晶粒能够更加均匀,对液锻件表面质量也有很好的提高,通过实验,发现变速箱箱体间接液态模锻的模具温度在240-280℃是比较合理的。
(5)结果表明 ,15s 保压时间 ,可以兼顾液锻件质量和生产效率。
(6) 铝合金变速箱箱体采用间接液态模锻进行生产宜采用比压110MPa、浇注温度720℃,模具温度280℃, 保压时间15s。 力学性能: 抗拉强度可达317MPa,伸长率可达6.8%。


















 27.35万
27.35万








































