文:重庆小康动力有限公司 谢书中
摘 要:在铝合金压铸生产过程中,毛坯深腔厚大位置易产生表层破裂现象。以我司某压铸离壳为例,本文定义了表层破裂缺陷,界定了表层破裂与裂纹的区分标准,并对表层破裂现象进行了成因分析。结果表明:表层破裂可通过打磨抛光法去除,作为返修类缺陷处理,未影响到产品质量。为了从根本上压铸件消除表层开裂问题,采取控制缺陷点位置模具温度、喷涂润滑效果、优化工艺参数等措施,有效解决了此问题的再次发生,对铸件在生产实践过程中发生此问题有着重要的指导参考意义。
关键词:压铸毛坯;表层破裂;区分标准;控制措施
压力铸造是是指在高压作用下,将液态或半液态金属以较高的速度充填压铸模具型腔,并在压力状态下结晶凝固,获得压铸件的工艺方法。因其具有生产效率高,工序简单,铸件公差等级较高,表面粗糙度好,表面组织致密,具有较高的强度和硬度,可以省去大量的机械加工工序,节约原材料等优点,所以现在广泛地应用到汽车、摩托车、家电、通信、计算机、纺织等各个行业之中。因压铸件结构及局部壁厚受到设计需要限制,不可能全面消除铸件局部位置的凹凸、深腔,因此,普通压铸工艺不可避免会导致压铸件产生气孔、氧化夹杂、冷隔、薄厚差较大的裂纹、欠铸等铸造缺陷。其中,因铸件结构、形状导致的薄厚差较大的裂纹常有发生,如果将这些所谓的裂纹缺陷在生产过程中进行详细的特征区分。会发现有一种裂纹缺陷,其主要特征为铸件表皮层破裂的现象,深度通常在
0.1-0.3mm 之间,采用一定的方法能够去除,且该缺陷通常易发生于铸件凹凸、深腔等模具热节部位。目前为止,对于此缺陷的描述、处理办法及相关内容研究的较少。本文以实际生产为基础,对压铸件表层破裂现象进行了详细的描述,防止其与穿透性裂纹产品发生混淆,造成产品报废,并提出了切实有效的现场处理办法,来杜绝该缺陷的产生。
1. 铸造工艺设计
我司前箱壳体材料采用 JIS 牌号 ADC12,为Al-Si-Cu 系合金,其化学成分如表 1 所示。从表 1可以看出 ADC12 铝锭硅含量为 9.6-12%,属于亚共晶合金(共晶点 12.6%)。该合金过热度不高时具有良好的流动性,线收缩率小,结晶温度范围小,具有一定的高温固态强度,与金属型腔不发生化学反应,亲和力小等特点。
图 1a)所示为我司某产品 3D 示意图。外形尺寸为 56x351x202mm,最大壁厚 30mm,最小壁厚4.0mm,产品重量 5.36kg。浇注温度控制在635-660℃范围内。产品关重的一项质量要求就是:0.1-0.2Mpa 气压下水试测漏,保压 10s,要求无泄漏。我司生产过程中的一批产品在图 1 b)红色箭头所示位置出现缺陷,判定为表层破裂缺陷。经水试测漏检测合格;通过外力检测,在外力作用下无发展趋势;经过打磨方法可以去除。
2. 铸件表层破裂缺陷的特征
图 2(a)所示为表层破裂图片,(b)为其对应位置的断面图。该缺陷出现于产品位置 A 处,此处的铸件壁厚差较大,剖检分析,该缺陷未伤及到铸件厚壁基体。通过参考铸件缺陷类别评判标准,我司将压铸件缺陷的分类标准大致分为 A、B、C三大类:A 类缺陷为报废缺陷、B 类缺陷为返修类缺陷或需经打磨清除后方可认定为合格的毛坯、C 类缺陷为可让步接收的合格毛坯。根据毛坯产品不同的缺陷现象来对应不同的缺陷类别。表层破裂缺陷与产品裂纹有着本质上的区别,从宏观上看有明显的差异,如表 2 所示。
从微观上来看,表层破裂的产品断面基体组织中含有细小的 α-固溶体,共晶硅呈短条状,分布较均匀,无明显铁相夹杂物,基体组织特征与正常的前箱产品基体断面组织无差异,如图 3(a)所示。而真正的穿透性裂纹源处基体组织附近的组织疏松,沿着裂纹两侧有大量的黑色小针孔,α-固溶体细小,枝晶与共晶硅分布不均匀,有聚集的现象,部分初晶硅为小块状,少量针状、鱼骨状铁相夹渣物,如图 3(b)所示。
3. 表层破裂形成原因分析
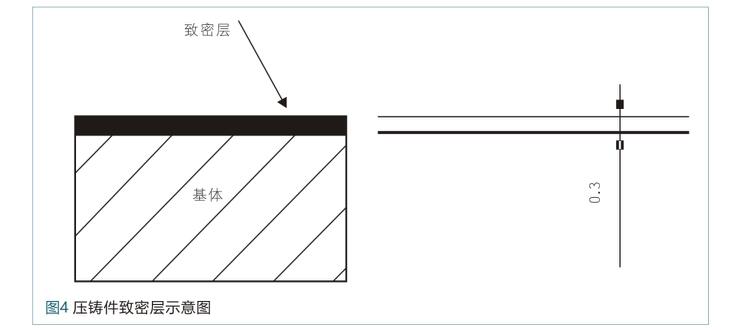
压铸件产生缺陷的原因大致可以分为几点:铸件结构因设计需要薄厚差较大存在凹凸深腔,模具温度场分别不均匀;材料及熔炼过程不合理;压铸工艺参数不当等。根据产品表层破裂缺陷的位置(如图1 b)所示)分析来看,模具温度、压铸过程及浇排系统对产品表层破裂具有重要的影响。当铸件在冷凝过程中,由于合金液补偿不足或模具刚性不够,造成铸件表面先填充凝固层因内部收缩而出现的皮层破裂的现象,其深度较浅,一般小于压铸件致密层(约0.3mm)的厚度,如图4所示。
3.1 模具温度场的影响
图5所示为前箱毛坯产品压铸模具,可见由于产品结构的特殊性,动模B位置处于凸出的孤岛结构。在铝液填充型腔过程中,该位置受到铝液包裹的影响,由于铝液传递给该位置的温度较高,而温度通过该位置向外传递热量的能力较慢,导致该位置出现拉模严重,进而使得该位置先凝固表面层易被拉裂,形成表层破裂。同时,因孤岛结构在喷涂后,该处模具温度急剧下降,孤岛表面层温度较低,铝液高速充填时产品厚大部位表层先凝固,但随着压射过程的不断进行,铝液热量向孤岛急剧传递,增压打开后,此时产品厚大部位的内部才开始补缩凝固,
导致出现表层破裂的部位温度又迅速升高,由于热胀冷缩的缘故,是该处发生表层出现破裂的原因之一。
3.2 压射过程的影响
图6所示为压射过程示意图,压射过程中,在未开启增压之前,快压射推动压射活塞杆高速运动,形成快压射冲击峰。快速对铝液产生充填作用,主要克服铝液在内浇口的阻力,确保金属液填满型腔。然而由于出现表层破裂位置处于浇口远端处,压力损失、快速充填阻力较大,且快速压力不能满足该孤岛壁厚差较大位置的补缩作用,导致位于进浇口远端位置铝液先凝固。随着压射过程的持续进行,增压开启,推动活塞杆,再次形成增压冲击峰,压射活塞施加于金属液上的静压强,该力作用到浇口远端的先凝固部位,再次形成了压力峰作用,当增压压力峰超过先前快速压力补缩的先凝固层的最大承载力时,先凝固层就会出现破裂现象,但此压力峰不足以达到对先凝固层内部基体造成损害,最终出现了铸件毛坯局部位置表层破裂的现象。
4. 表层破裂防止对策
4.1 控制缺陷点位置的温度
根据产品结构特点,对处于模具孤岛部位(图5(b)中 B 所示位置)进行打磨抛光,增大铸造圆角,利用铝液充填和增压补缩顺畅。同时,控制铝液浇注温度,若浇注温度过高,易表层破裂;浇注温度过低,尽管可以降低表层破裂风险,但增加了冷隔、压铸花等缺陷。此外,因孤岛位置无法在模具上实现内部点冷却,调整孤岛位置的喷涂冷却状况也是防止缺陷的重要措施,喷涂一方面起冷却作用,另一方面起润滑作用,其目的在于防止产品出现粘模现象。为避免产品出现冷隔、裂纹、表层破裂等缺陷,严格控制喷涂的时间和喷涂量,以及喷涂雾化效果,避免洒水式的强制喷涂冷却方式。经工艺调试试验,得出浇注温度控制 在 645℃左右,脱模剂比例处于1:(80-120),缺陷对应位置点喷涂时间在 2s 时是产品获得优质的最佳温度,前箱产品表层破裂现象明显减少。
4.2 控制工艺参数
针对该产品的浇排系统,为了防止处于浇口远端的表层破裂,采取调整二快位置进行控制。经实践证明,二快位置设定在470mm与原二快位置485mm相比,增压减少了远端因快速充填有过早凝固层的趋势。增压起点由原来的650mm的位置控制设定为50bar压力触发控制,并确保增压建压时间在45ms以内,满足快速完毕之后增压补缩的有效、及时性,该缺陷得到了有效的控制。
5. 结论
(1) 控制因产品结构设计带来的孤岛位置的温度,能有效解决在实际生产过程中带来的缺陷。
(2) 综合产品结构,合理优化压射过程工艺参数等方式,也能有效解决类似产品表层破裂的产生。
(3) 生产、品检过程中识别压铸件表层破裂和裂纹缺陷,减少浪费,节约生产成本,对生产实践有重要的参考意义。























 27.35万
27.35万








































