文:扬州凯翔精铸科技有限公司 马永强
摘要 根据多年生产经验总结了拨叉的关键控制点,如熔化工艺方案、模具的设计要点和质量控制点等,通过对关键点的有效控制,保证了产品可靠性和一致性。
关键词:铝合金拨叉 关键点
拨叉(又称选换档拨叉)是汽车变速箱中重要的安全件,其作用是拨动同步环以达成各档位的分离和结合,实现换挡。早期拨叉材质为铸钢或铜合金,为节本降耗,乘用车的变速箱已大量使用高硅铝合金代替。基于功能需要,要求产品强度高、耐磨性好和部分带镶嵌件。为提供稳定、可靠的产品,对关键点进行有效控制。在生产实践中积累了一些经验供大家参考。
1. 提供洁净、细化和均匀的铝液
拨叉一般选用合金为R14(ES-M180180)或ADC14(JIS H5302),试验大纲包括:静载荷、疲劳试验、过载疲劳试验、表面硬度和粗晶硅等要求。其中Si(硅)元素R14要求13.5-15.5(%)、ADC14为16-18(%),远超共晶点11.7%,易发生硅偏析、粗晶硅过大和刀具磨损过快等问题。针对以上的要求和潜在问题,熔化工艺方案如下:
1.1合金处理工艺建议采取集中熔化+精炼变质+细化处理+浇包内旋转除气+机前保温形式,有条件使用定量保温炉更佳。
1.2 回炉料分级管理,报废铸件、料饼及浇道可与铝锭按3:7配比使用,渣包、铝屑和废渣不允许使用。
1.3 保温时间管理:超过4小时必须重新精炼;超过8小时不允许使用,浇锭后重新熔化。
1.4 浇包内旋转除气选用高纯氮气,石墨转子伸至离浇包底部50-100mm,通气时间约3分钟,静置时间5-10分钟,测氢仪针孔度控制在3级以内。
1.5 为控制粗晶硅粒子在50um以下,高硅合金建议采用磷细化。
1.6 Si(硅)元素含量愈高,硅偏析倾向和刀具磨损愈大。我公司供应的拨叉R14普遍使用,除符合试验大纲要求外,与ADC14比较,硅偏析和刀具磨损都有不同程度减轻。建议开发时与客户协调,材料统一为R14,既便于材料管理,又便于生产控制。另采购铝锭时个别元素适当压缩,如Si(硅)和Fe(铁)元素等。
2. 拨叉模具的设计要点
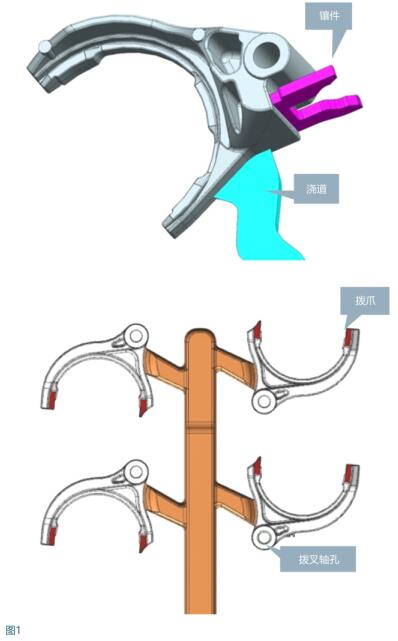
2.1拨叉分带镶件和不带镶件两种,带镶件建议一模一穴,不带镶件建议一出二或一出四,一模多穴建议对称分布。典型的拨叉布置方案参考如下:
2.2气缩孔关注部位:拨叉轴孔、拨爪和薄弱部位。原则上气孔小于1mm,且间距大于10mm。在模流分析和设计排溢系统时重点考虑,拨叉轴孔和拨爪部位设计渣包,薄弱部位不允许多股铝液汇流。
2.3带镶件模具的设计原则:镶件本身封铝和定位尺寸管控,尺寸建议镶件开口尺寸(+0.065/0)其余按±0.05;镶件在模具中封铝和定位,既不能过定位,更不能欠定位;镶件安装空间足够;热模时考虑可以不放镶件,这样节约成本。
3. 加强质量控制,确保流出零缺陷
拨叉虽小,但为安全件,一旦在行驶过程中断裂,可能造成车毁人亡。故质量控制显得尤为重要,控制的关键点如下:
3.1化学成分、粗晶硅大小和产品硬度纳入检验指导书。检测成分时,至少打3个有效点,各点均需合格。
3.2铝液温度建议控制在660±10℃。过低熔解不彻底,易偏析。过高局部烧蚀和含气量增多。此项纳入铸造条件管理表,且保温炉具备温度过低和过高报警功能。
3.3内部气缩孔建立限度样件,原则关键部位(拨叉轴孔、拨爪和薄弱部位)X光探伤检测不允许有可见气缩孔。
3.4每批次进行一次静载荷和过载疲劳试验(循环500次),每季度进行一次疲劳试验(循环10万次),确保产品性能可靠。
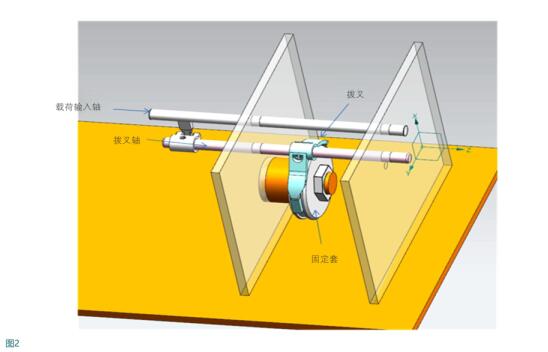
拔叉静载荷试验_静态负荷加载在拔叉每个档位的移动方向上,直到拔叉断裂破损。负荷速度:100N每秒。 断裂时静载力≥1000N。
过载疲劳试验 _过载负荷 :900N,循环次数:500。
循环完成后零件无裂纹,拨叉脚面轴向变形量不超过0.5mm
夹持方法如下:
拔叉的疲劳试验_ 负荷:500N,循环次数: 100000。
循环完成后零件无裂纹,拨叉脚面轴向变形量不超过0.5mm
夹持方法同过载疲劳试验
3.5 镶件尺寸一致性不仅影响最终产品尺寸,更影响模具稳定的使用,在生产时也发生过由于镶件尺寸不良造成模具挤坏或包铝。故镶件尺寸和热处理在开发初期就纳入管控。
4. 结语
通过对拨叉关键点的精细控制,有效规避了潜在风险。多年生产以来,未出现批量问题,赢得了客户一致认可。
















 27.35万
27.35万








































