文:奥科精机(深圳)有限公司 宋振文 周久阳
摘要 通过对铝压铸件硬质点的研究及结合生产现场分析,分析了硬质点的相貌特征及种类,探讨了硬质点现象产生的根源,并针对硬质点的不同类型分别从工艺设计及生产管理等方面采取了相应措施,包括强化原材料进厂管理,选择合适的铝合金熔炼炉,完善熔炼工艺设计,采用旋转吹氮精炼技术,在铝熔体出炉时增加陶瓷过滤,将铸铁坩埚改为石墨坩埚,加强现场工艺管理等,收到良好效果。
关键词 铝压铸件;硬质点;金属夹杂物;非金属夹杂物
我单位生产的某精密仪器压铸件,在生产初期,压铸件在加工中刀具严重磨损甚至出现崩刀现象。由于刀具十分贵重,此问题的出现直接带来了加工成本的上升,并且也严重影响着产品的生产进度,因此,对此问题进行了研究,并得到了较好的解决。
1 铸件硬质点分析
1.1 铸件硬质点现象
通过观察发现压铸件的硬质点类型可分为3种,第1种是刀具仅出现严重磨损情况下的硬质点。这种硬质点用肉眼在加工表面看不见异常,只是表面不光滑,
在加工时刀具比正常产品的磨损要严重得多。第2种是在铸件的加工表面呈现出暗黑色区域,尺寸为2~3mm,肉眼可见,加工时刀具易出现崩缺。第3种是钢铁类异物硬质点,在产品表面用肉眼可见,呈黑色金属块状或者是暗灰色的颗粒状,尺寸较大,虽发生频率较少,但易造成加工刀具的崩缺。
1.2 硬质点的显微组织分析及来源
1.2.1 金属夹杂物构成的硬质点
据金相分析,第1类硬质点属于以 AlSiMnFe为主的金属间化合物。
在铝液中杂质元素 Fe、Mn等含量较高以及熔炼温度偏低,或停放时间较长时,以 AlSiMnFe为主的金属间化合物便容易在铝液下部形成。此类硬质点在试样经体积分数为 0.5%的 HF 水溶液腐蚀后,显微组织中可见块条状的金属夹杂相,呈橙黄色或棕黄色,平均硬度(HV)为630,是铝基体硬度(HV)68~73的9倍左右。此类硬质点中还有富 Ti偏析化合物及少量的初生Si相。Ti元素也有向铝液下部偏析的倾向,当铝合金中 Ti元素含量较高时,就容易偏析而形成粗大的富 Ti化合物相,平均硬度(HV)为950,远高于铝基体硬度。初生Si相主要来源于原材料。若合金中Si含量接近或达到共晶成分或局部Si量过高时均会有块状初生 Si相形成,平均硬度(HV)为900~1300,显著高于铝基体。
1.2.2 非金属夹杂物构成的硬质点
第2类硬质点以非金属夹杂物 Al2O3 为主,还有部分硅酸铝化合物(Al2O3•xSiO2),及少量 MgO•Al2O3 化合物。Al2O3 来源于铝合金液面或炉料表面的氧化膜,当保温炉内铝液温度过高或停放时间过长时,会使 Al2O3 由多孔的、较软的 γ-Al2O3 向坚硬的α-Al2O3(刚玉)转变,而铝液中的Al2O3 是两者的混合。γ-Al2O3 为多孔状,平均硬度(HV)为682,约为铝基体硬度的10倍。无孔的α-Al2O3 平均硬度(HV)为1354,约为铝基体的20倍。Al2O3•xSiO2(硅酸铝)平均硬度(HV)为1351,其来源可能是耐火炉衬中的SiO2在高温下与铝液发生反应最后生成复合结瘤产物,也可能是外来异物。MgO•Al2O3 化合物的形成是因铝合金中含有的少量Mg,在铝液温度稍高时即优先氧化的产 物,平均硬度(HV)为1127。
1.2.3 外来异物构成的硬质点
第3类硬质点是混入夹杂物形成的硬质点,如模具掉下的碎块,及未滤除的回炉料中的金属镶件残留物也可能进入铝熔体,最后进入铸件中形成硬质点,因模具钢及钢铁镶嵌件的硬度(HV)为220~480,比铝合金基体硬度高很多。熔铝炉或中转包中的耐火衬材料(Al2O3•xSiO2硅酸铝化合物)
在生产中也可能脱落,由于其密度在2.4~2.6g/cm3范围,与铝液密度接近,因此一旦脱落便进入铝液中,很难沉降到炉底或浮起进入渣中。所以,落入铝液中的耐火材料在压铸生产时很可能会进入铸件形成硬质点。
2 强化生产过程控制
压铸件中的硬质点类型根据其来源无非是原材料带进的夹杂物,熔炼不当产生的氧化物、混入的夹杂物,熔体净化处理不完善遗留下来的夹杂物及生产掌控不当造成的炉底沉积物等。因此,控制原材料进厂、完善熔炼工艺及强化现场管理等手段可解决硬质点问题。
2.1 强化原材料进厂管理
ADC12铝锭原 材 料 严 格 按 照 《进 厂 检 验 规 程》执行,严格控制Si含量不超过 ADC12规定的上限,Fe含量要严格控制在1.3%
以下。对铝合金锭表面及断口组织,不允许有熔渣、Fe杂物及结晶Si偏析物组织。
2.2 完善熔炼工艺
2.2.1 根据产品质量要求选择铝合金熔炼炉
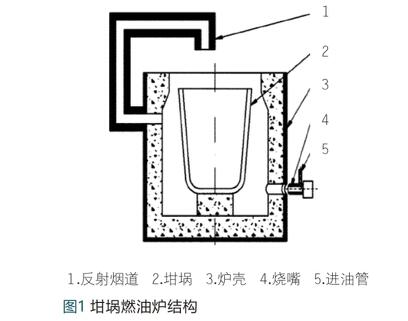
生产优质压铸件,必须要有含夹杂物及氧化物少的铝液。过去铝合金熔炼炉常用的是熔化兼保温的燃油坩埚炉,因炉型简陋陈旧,不能满足要求。主要存在如下问题:①因为是燃油型坩埚炉,结构简单,熔化时将炉料直接投入到铝液中,在添料的同时也会带有很多油污及水分进入铝液,增加了炉料的杂质及氢气的含量,见图1。②由于炉料在熔化前不能进行预热及装料时大量的固体炉
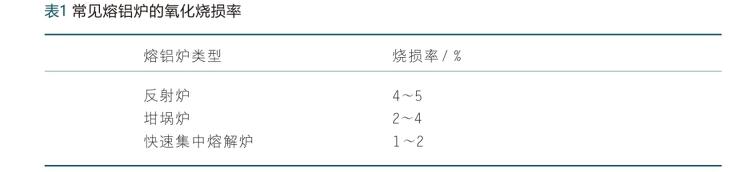
料浸没于铝熔体中,导致传热效率低,熔化速度慢,从而加大了炉料的氧化烧损,增加了熔体中氧化夹杂物的含量。③由于熔化效率低导致出铝温度也较低,不利于后续铝熔体的净化处理,使得铝液中会遗留下大量的氧化夹杂物。采用快速集中熔解炉具有如下优势:① 氧化烧损小,显著降低了铝熔体中非金属夹杂物的含量,
见表1。②最大限度地减少氢含量,铝合金熔体质量高。③出炉温度高,保证了后续铝熔体的净化质量。
2.2.2 在铝熔体处理中增加陶瓷过滤
因为铝液中的γ-Al2O3 及α-Al2O3 的密度分别为3.65g/cm3和 3.99g/cm3,比铝液密度2.5~2.6g/cm3稍大,进入铝液后很难浮起,短时间内又不能沉淀到炉底,所以单靠在铝液表面除渣是无法除净的,因此,铝液在出炉后采用过滤处理对于净化铝液质量是非常必要的。
根据生产需要,陶瓷板规格选为200mm×200mm×22mm,孔密度为20ppi。
2.2.3 采用旋转吹氮精炼技术精炼铝熔体
原来的铝熔体精炼采用手工的方式。由于手工作业受人为因素影响很大,质量得不到保证,因此将手工作业改为旋转吹氮精炼方式。此种精炼装置的优势在于:随着喷头的旋转,氮气泡在喷头旋转的离心力及上浮力的作用下在铝液中呈螺旋曲线上升,气泡上升路径的延长便增加了氮气泡与氢气及氧化物的接触时间,除气除渣效果明显。
2.2.4 将保温炉的铸铁坩埚改为石墨坩埚
我单位原来的保温炉坩埚采用的是铸铁坩埚。由于铸铁坩埚增加了铝熔体 在保温过程中增Fe的机会,无法满足目前产品的质量要求,因此,将其改为石墨坩埚。
2.3 调整生产工艺参数及强化现场工艺纪律
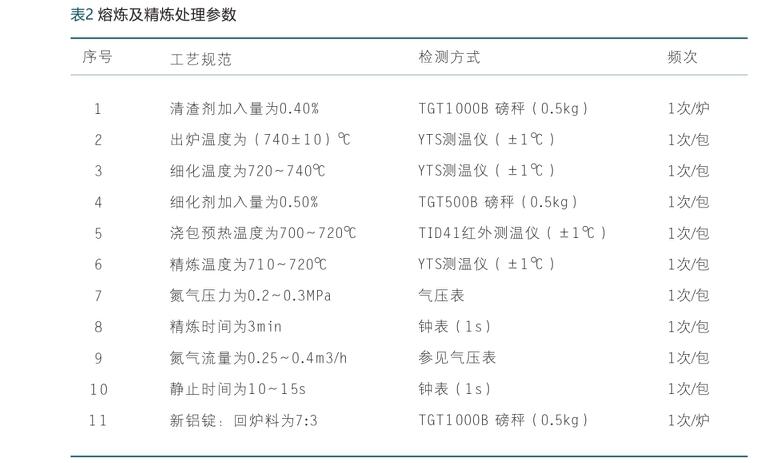
根据以上熔炼设备的改变,熔炼及精炼处理工艺也做了调整,见表2。为加强现场作业管理,对作业规范进行了改善:①回炉料的使用严格规范化,在使用前,专人对回炉料中的钢铁类镶嵌件进行分选,熔炼工具要求刷涂料,烘干后方可使用。②控制熔炼温度,熔化后及保温过程中严禁加冷料锭,防止因合金成分偏析产生沉淀物硬质点。③铝液在保温炉中非生产存放时间最长不准超过2h,超过2h必须倒掉,重新熔化及精炼处理,防止合金成分偏析。④建立每周一次的清炉制度,对于熔炼炉及保温炉炉底的金属杂质沉积物进行清理。⑤铝液停用时,熔炉内及中转包内铝液要及时倒出,防止铝液在包中停放时间过长,因铝液凝固而造成炉(包)衬脱落,进入铝液形成铸件硬质点。
3 结 语
实践证明,解决压铸件的硬质点问题,主要应做好以下3个方面的工作:①一定要把好原材料入厂关,必要时对铝合金生产厂提出特别要求,严格管控,纳入对供应商的考核管理。②严格控制生产工艺,要选择与生产产品相适应的熔炼及铝熔体处理设备,根据产品的要求和设备能力设计出合理的工艺参数。③严
格生产管控,解决工人作业环节中的问题。
















 24.07万
24.07万






































