文:广东工程职业技术学院 陈景浒
摘 要:文章介绍一种高品质 6061 铝合金零件压铸的新工艺。主要围绕合金熔炼、合金元素的配比、模具设计等对合金的组织的影响,优化合金成分和压铸工艺,实现了高品质 6061 铝合金压铸件裂纹和镀膜的根本改善,镀膜合格率达到95% 以上。
关键词:6061;熔炼工艺;元素配比;压铸
6061 铝合金属于 Al-Mg-Si 系铝基合金,该合金在T6 固溶处理的各项指标为:Rm≥350MPa,A≥12%,Z≥25%,HB≥120。
6061 合金具有加工性能佳,优良焊接特性以及电镀性。材料致密易于抛光,上色膜容易等特点,适用对抗腐蚀性、氧化性有较高要求的产品,比较适宜于产品锻造加工。但是,锻造加工产品的局限性大,只适合简单的零件加工,而对于结构复杂的零件,生产加工的工艺特别繁杂,成本也比较高昂。而且该系列的铝合金属于变形合金范畴,含硅低、熔点较高、流动性不好以及裂纹倾向比较大,比较容易粘模,对于压铸难以进行。
本文分析了 6061 合金在压铸加工时,裂纹倾向性比较高的具体原因,提出了防止裂纹的主要途径,找到一种适合 6061 压铸工艺,生产效率既高,表面又光洁,产品的内在质量好,没有气孔,可以热处理。
1、 合金 6061 合金成分设计
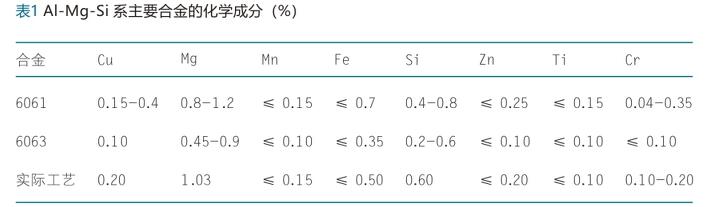
压铸时合金的裂纹倾向,主要取决于该合金的合金元素、含量以及相互之间的交互作用。另外,合金的铸造工艺参数对裂纹的产生也有很大的影响。分析了Al-Mg-Si 系的 6061 铝合金化学成分以及相关的性能后,就可以发现,6061合金较高的裂纹倾向性的主要原因(如表 1 所示)。
从 6061 的合金成分可以看出,6061 铝合金的主要合金元素是镁与硅,形成Mg2Si 相,并且 Mg2Si 的含量比较高,如果合金中强化相 Mg2Si 的含量高,铸态组织的强度就会增加;如果是在不平衡的冷却条件下,合金的晶界上形成的强化相就会增多,材料的塑性就会下降,所以大大增加了产生裂纹的倾向性。
6061 铝合金的结晶温度为 650 ~ 580℃,6063 铝合金的结晶温度为655~ 615℃,前者比后者结晶温度宽了30℃。合金的结晶区间对裂纹倾向性影响主要是由于固-液区温度的范围加大,合金在结晶形成时所受的应力也就加大,所以结晶温度区间增加,脆性温度区间增大,结晶的裂纹倾向就增大。再加上凝固后期的补缩以及焊合条件的恶化,6061 铝合金的结晶温度区间加大,铸造时的过渡带尺寸增大,因而使裂纹倾向性大大增加。
生产实践证明,如果控制好合金的化学成分,包括主要合金元素的成分、杂质元素的含量以及其相互的作用,是降低 6061 铝合金的裂纹倾向性,防止合金铸件裂纹产生,提高合金镀膜质量的主要手段。
1)Mg/Si 比是影响 6000 系合金的主要参数,实验证明,Mg/Si 控制在 1.73~ 1.88 范围内,合金可获得较好的质量。如果 Mg/Si 比较低时,过剩的 Si 使铝合金具有较高的强度和韧性,但铸态组织中出现单质 Si 相偏聚在晶界处, 导致合金的基体组织不均匀,降低了合金的耐腐性;如果 Mg/Si 比过大时,合金的析出强度不足,过剩的 Mg 能使合金的铸态组织在晶界处 Mg2Si 富集量,材料有较好的耐腐性和可焊接性 , 能改善合金的质量。
2) 增 大 Fe 与 过 剩 Si 的 比 值。6061中的Si在与Mg形成Mg2Si相以后,过剩的Si 将与 Fe、Al 形成化合物能有效促进 α-AlFeSi 的生成。从显微组织的分析可以知道,Fe 的含量如果高于 Si 的含量时,生成相主要是 α;如果Si 的含量大于 Fe 的含量时,主要生成相为 β-AlFeSi。前者 α 相为骨骼状,脆性比较小,而后者 β-AlFeSi 为针状,脆性比较高。所以,如果合金中Fe
的含量高于过剩 Si 的含量时,对降低 6061 合金的裂纹倾向性是比较有利的。
2、 合金的压铸工艺
2.1 压铸件的结构特点如 图 1 所 示, 零件外形尺寸为398.1mm×118.6mm×57.5mm,结构比较复杂。铸件的内面有比较多的封闭内腔结构,铸件的壁厚的厚薄差大。
2.2 浇注系统设计
合金压铸的浇注系统设计,浇道是使合金液体以设定的速度,顺序平稳的充满整个型腔。浇注系统设计的合理是否,跟合金液体在整个型腔的流动,压铸时的挤压力的传递以及合金在凝固中的热平衡等密切相关,直接影响到合金铸件的质量。压铸机的冲头压室的直径,主要是根据生产实际需要的挤压的压力,合金液的容量等确定,挤压过程中冲头压室直径为 Φ150mm。浇道分为直浇道、横浇道和内浇道,内浇道与型腔直接相连,它的位置、大小和形状,决定着进入型腔的合金液的流向和流速,直接影响到了产品的质量。由于铸件结构比较复杂,尺寸也较大,模具设计时设置多个内浇道,这更加有利于合金液的充型,减少了浇注不足,出现冷隔等的风险。
该系统的内浇道的设计,内浇道位于铸件侧壁的边缘,方便产品清理时浇注系统的去除。具体设计的浇注系统如图 2 所示,各布置左右2 个内浇道。
2.3 挤压铸造产品的研制
该铸件的挤压铸造工艺流程为:合金的熔炼—精炼及除气—挤压铸造—热处理—加工清理—检测性能—表面的处理。6061 合金成分如表 1 所示。
合金的熔炼过程中使用 N2 精炼,除气除渣,同时进行细化晶粒,加入一定量 Al-Ti-B 和 Al-Sr 合金,分别用于细化晶粒及改善共晶硅的形貌。由于铸件
产品尺寸比较大、结构又复杂,产品的生产在350 挤压铸造机上进行的,该挤压铸造机提供了 350t 的锁模力。挤压铸造的浇注温度为 700℃,模具温度设定为200 ~ 250℃,保压时间为 30s,在整个充型过程中,冲头移动的速度为
200mm/min,充填型腔阶段内浇口速度为 400mm/s。局部加压的比压约120MPa。
对挤压铸件做 X 光检测,在初始工艺条件下,铸件在观测位置有很少程度的缩孔缩松缺陷,产品表面没有裂纹,产品符合质量要求。
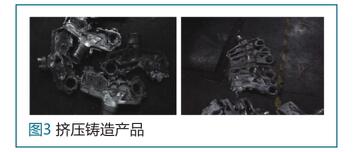
3、挤压铸造产品
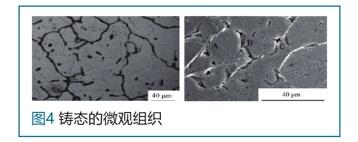
图 3 为优化工艺后的挤压产品如图 3 所示,挤压铸件成形性能好,铸件的腔状结构及其他筋板的结构,成形完整,并没有出现裂纹、冷隔以及浇注不足等铸造缺陷。表面光洁,除了一些必要的孔的位置外,再不需要其他的机械加工工序。铸态的微观组织如图 4 所示,主要为α相。通过对成分的合理调整和优化,6061 铝合金中析出相主要由黑色条状的 Mg2Si、白色板条状 α-AlFeSi、α-Al12( Fe Mn)3Si2 及少量的 β-AlFeSi组成。
4、结束语
对高品质 6061 铝合金的元素配比、熔铸均匀化以及合理的压铸工艺,通过一系列的生产实践和研究,得出如下结论:
(1)Mg/Si 比控制在 1.73 ~ 1.88 之间 , 可获得较好合金质量,增大Fe 与过剩 Si 的比值,对降低 6061 裂纹倾向性是有利的,对镀膜质量的提高也有很大作用。
(2)合理的压铸造工艺,合理的流道设计,能显著减少铸件的裂纹及铸件缩孔等缺陷。
(3)对铸件取样分析,结果表明,在挤压铸造的工艺条件下,铸件组织均匀;经热处理强化后,铸件的强度及性能达到了要求。


















 24.07万
24.07万






































