














东风鼎新动力系统科技有限公司 陈涛
摘 要:东风鼎新动力系统科技有限公司的第一款双离合变速箱产品DCT150是湿式双离合变速器(以下简称DCT),其支撑壳体由离合器壳体及变速箱壳体构成,这两个壳体由高压铸造方法生产,在产品开发及量产过程中经历了较困难的质量改进历程,毛坯综合合格率由60%左右逐步提升到2020年底的95%水平,本文总结典型质量问题的解决方案。
关键词:双离合变速箱壳体;压铸件;典型质量问题;合格率
东风鼎新动力系统科技有限公司(以下简称DPT)的湿式双离合器变速箱,它采用了创新的级联齿轮组、电动机械式换挡驱动系统和新型电动液压离合器执行系统的双离合变速器。其壳体毛坯采用高压铸造铝合金制造,具有质量轻、强度高的特点;变速箱中有液压泵、润滑液、冷却管和外部冷却系统,对壳体综合机械性能及密封性能均提出了较高的要求。本文对影响合格率较大的壳体变形、气缩孔、泄漏合格率等质量问题的解决方式进行说明。
1、变形问题的解决
如下图1(a),DCT变速箱由高压铸造的铝合金变速箱壳体及离合器壳体组成。使用材料为ADC12,其基本壁厚3.5mm左右。其中变速箱壳体如图1(b),基本尺寸为485mm(长)×370mm(宽)×212 mm(高),体积:2481.5mm3 ,投影面积:134903mm2 ,净重约6.7Kg,属于薄壁深腔类型零件。综合考虑模具制造加工工艺性,产品成型及生产过程的可靠性等因素,模具采用如图1(c)布置形式,由三组滑块、动模(外腔方向)及定模(内腔方向)构成,铸件热收缩率设计为1.0055%。
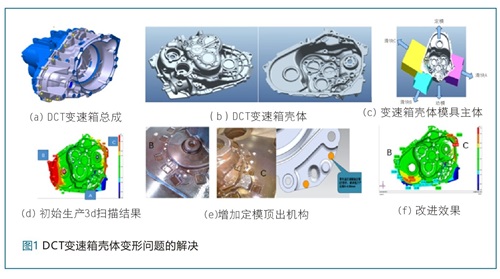
实际在压铸初始试模过程中在检测时产品孔位位置度时,发现压铸出的产品位置度尺寸与设计要求差异较大(个别位置度超差30%以上),但排查检查模具尺寸制造合格,收缩率与实际尺寸对比也符合收缩规律。为找到问题产生原因,采用3D扫描实物壳体与理论3D进行比较分析如图1(d),扫描发现毛坯的基准定位区域发生变形,其变形量B区域为2.39mm,C区域为0.74mm。因产品是以毛坯A、B、C处的凸台点为后续的加工定位基准及测量基准,此变形导致在测量时,其他尺寸投影到以A、B、C为基准的平面上时,各孔位位置度超差。
产生这一问题的原因分析:
①高压铸造的模具设计原则之一是产品最终成型脱模后,产品留在动模上,这就要求作用在动模上的包紧力大于作用在定模上的包紧力,同时因为DCT产品的深腔特殊性,深腔的内型芯在定模上而外腔成型面在动模上,产品脱模时必然受到向定模方向的拉力;
②模具在左、下、右三个方向有滑块,在脱模前有辅助夹紧的作用,在上方B处支撑力最小,在热收缩过程中,有整体上向腔体内凹的趋势;以上两个主要原因导致B处变形最大,C点次之。
解决此问题的改进方案为:在定模面增加定模顶出机构图1(e)。在B处增加6个定模顶杆,在C处增加两个定模顶杆,定模顶杆是靠复位杆顶出的,合模时动模平面把复位杆压进定模内,开模时来自动模的压力消失,后面的推板弹簧再把顶杆顶出来,主动推动产品从定模上脱出,从而实现抵消脱模变形。
经过模具的更改,成功减少了脱模变形。如图1(f),B、C处的变形量均得到了有效控制,B点为+0.22mm,C点为+0.12,满足对毛坯轮廓度0.7mm的要求,得以实现批量生产。
2、壳体气缩孔及泄漏问题的解决
众所周知,高压铸造是将液态金属施以一定压力让其快速充填到金属模具型腔内,并在压力下快速凝固而获得铸件的一种成形方法。但受制于产品设计及压铸工艺特点,在产品中仍不可避免地存在一些热节区域或高风险气缩孔区域,这是由于:
(1)压力铸造使用高压将金属液高速压入型腔,在压室或模具型腔中的气体无法完全排出,这些气体卷入金属液,最终常以气孔的形式存在于铸件中;
(2)气体在铝液及固态铝合金中的溶解度不同,在凝固过程中,必然析出气体;
(3)金属液在型腔中快速凝固,在不能进行有效补缩的情况下,铸件的某些部位会产生缩孔或缩松。
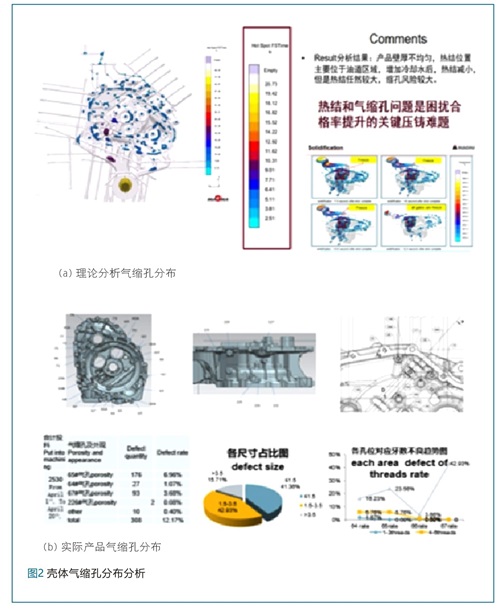
以DPT陆续进入工装样件及小批量生产阶段的产品为例(如图2):统计产品初始气缩孔的不良率,最高能达到12.17%,其中气缩孔大于3.5 mm的占总缺陷的15.71%、气缩孔在1.5-3.5mm的占42.93%,这些气缩孔又主要集中在一些螺纹孔及密封表面等部位,这些缺陷因会影响螺栓联接强度、表面密封性等功能要求而报废。
为解决这些问题,主要使用方法如下:
2.1 高压点冷
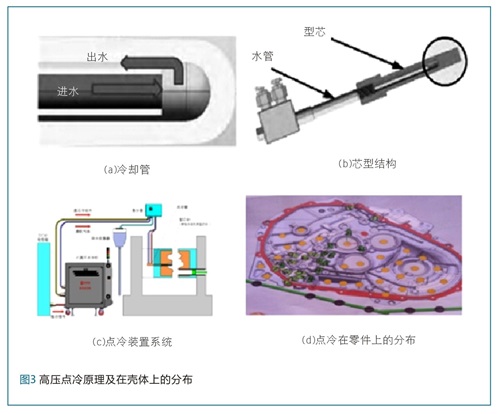
适用于单独深腔部位及较大型芯部位。这些结构的成型部位仅有个别深腔或是深腔部分单独抽芯等,较少的模具被大量的铝液包裹,极易造成模具过热,引起粘模拉伤、热裂纹等缺陷。因此需要对深腔模具通点冷却水进行强制冷却,通过1.0~1.5Mpa高压水,对直径大于4mm的型芯内部进行冷却,保证冷却水冷进热出,可使型芯周边组织先行凝固,形成致密层,从而减少缩松倾向。
如图3,结合模拟及实际产品的统计分析数据,优化最终点冷布局,在模具上设置如图3(d)的高压点冷,有效控制了热节区域的产品温度,实现了产品的顺序凝固,有效减小了气缩孔的产生,保证了合格率。
2.2 局部挤压
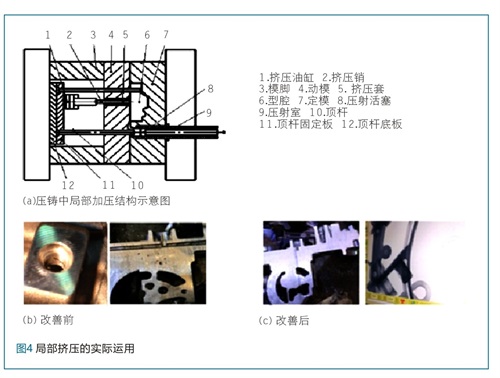
若产品结构设计壁厚不均或局部有大热节点,在最后凝固的部位易出现缩孔,如下图4(C)所示。这些产品内部发生的缩孔不能通过压铸工艺、增加冷却方式等进行预防,这时可采用局部挤压的方式进行解决。局部加压结构示意图见图4(a),即在模具内直接安装油缸,在熔融的金属液填充入模具之后且未完全凝固前,金属液在型腔中处于半固态时,在最后凝固的厚壁处通过挤压杆施加压力以强制补缩来减少或消除该处的缩孔缺陷,以获得高质量的压铸件。
局部挤压原理似乎简单,但实际操作起来却并不简单,需要解决以下问题:
a.挤压时间的确定:挤压开始过早,金属液还没开始凝固,如果加压则金属液回流向其他部位,则加压杆无法有效加压;加压开始过晚,金属液已经凝固,则加压杆压力无法传递到产品内部或在挤压表面产生挤压裂纹;所以在型腔充型完成后延时0.8-2S或更多,应逐步通过工艺试验确定最终的挤压时间;
b.加压压力的确定:加压压力过小则起不到应有的作用,无法突破表层对内部施加补缩;加压压力过大,则浪费油缸和影响模具寿命;一般建议选择比铸造压力大,通常在150Mpa-250Mpa。
c.加压长度及挤压体积的确定:加压长度过短,无法消除缩孔缺陷,加压长度过长,则造成能量浪费。在确定加压长度之前,我们需明确实际需要的压缩体积。设热节处金属的质量为Q,局部增压以前的体积为V1,密度为ρ1;增压后的体积为V2,密度为ρ2,则有:Q=ρ1×V1=ρ2×V2;
Vmax=V1-V2=V1(1-ρ1/ρ2)。
则加压杆长度:L=4Vmax/πD2 且L/D<1.5。
2.3 二级挤压
二级挤压是设定双行程油缸,第一行程完成初预铸孔位部分成型,当型芯周围铝液逐步凝固时,再启动二次挤压动作,最终实现预铸及挤压的双重效果。以变速箱壳体为例,项目初期变速箱壳体气密测试合格率不足70%,泄漏部位分布经分析主要为如下图1#油道及4#油道交叉处(图5红色圆圈处)。
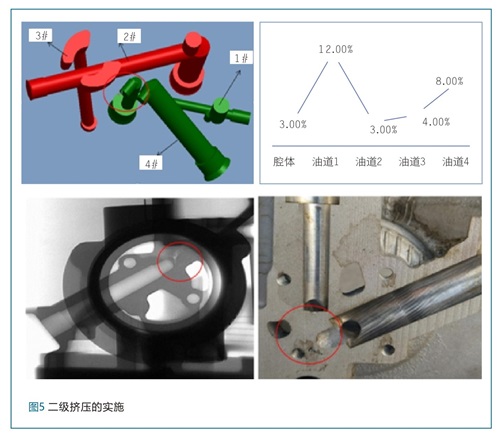
因此改进主要的实施方法为使用二级挤压,具体实施方案如下:
1、挤压行程:挤压行程按局部收缩体积计算约为12mm。
2、挤压延时:在通过CAE分析并结合实际压铸表现后,为充分验证最合理的挤压延时,我们从4.0-6.0秒,按间隔0.5秒,分别验证5组挤压延时的改善效果,以加工验证60件的气密检测结果为准,结果如下:
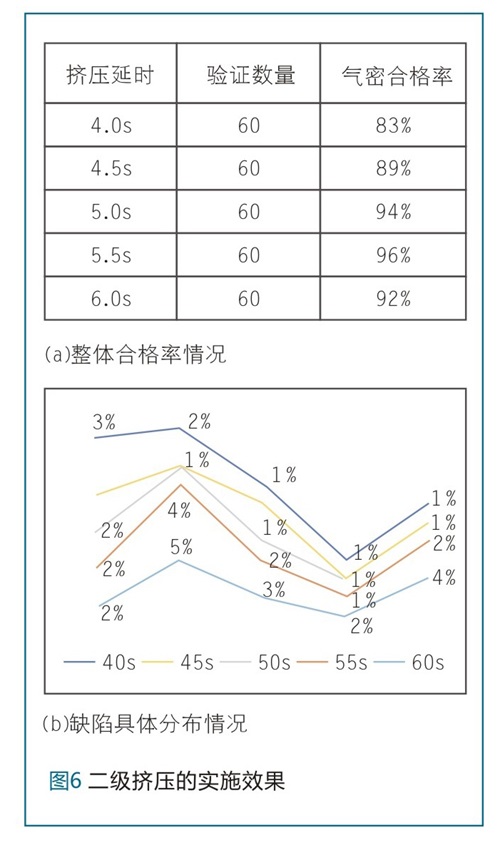
这一工艺的采用,泄漏气密合格率成功提高到了96%。
2.4 浇注系统优化
金属压铸模浇注系统是将压铸机压室内熔融的金属液在高温、高压、高速的状态下,填充压铸模型腔的通道。它包含直浇道、横浇道,内浇口以及溢流排气系统等。它们在引导金属液填充型腔的过程中,对金属液的流动状态、速度和压力的传递、排气效果以及压铸模的热平衡状态等方面都起着重要的控制和调节作用,因此,浇注系统是决定压铸件表面质量以及内部显微组织状态的重要因素。浇注系统的设计及最终定型必须采取理论与实践相结合的方法。
对于双离合变速器壳体模具的初始设计评审中,对浇排系统的评审重点关注如下方面:
(1)浇排系统位置应使金属液的流程尽可能短,以减少填充过程中金属液能量的损失和温度的降低;
(2)浇口位置应使金属液流至型腔各部位的距离
尽量相等,以达到各个分割的远离部位同时填满和同时凝固;
(3)尽量减少和避免金属流过多的曲折和迂回,从而达到包卷气体少、金属流汇集处少和涡流现象少的效果;
(4)金属液进入型腔后,不应过早地封闭分型面、溢流槽和排气道,
以便于型腔内气体有序地顺利排出;
(5)从内浇口进入型腔的金属液流,不应冲击型芯、型壁或螺纹等活动型芯;
(6)从内浇口进入型腔的金属液流,应首先填充深腔处难以排气的部位,避免因卷裹气体而产生压铸缺陷;
(7)浇排系统位置
应使浇口余量易于切除和清理。内浇口与型腔连接处应以圆弧或小圆角过渡连接,同时也可考虑增设小平台方式防止去浇口时的崩缺。
改进实例:
2017年12月DPT离壳毛坯共计生产21287件零件,总共产生料废937件(4.4%),其中电机孔端面气缩孔415件,占料废的比例为44.29%(总合格率的1.95%),分析主要产生原因为:电机孔120区域为浇口下方区域,铝液填充后从下方回流到此区域,造成局部卷气而形成气孔缺陷。
改进方法,在主浇道下方引入一股浇道,在填充开始时就对电机孔处填充,避免回流卷气。方案实施后,通过加工4180件验证,其中120电机孔端面废3件,此处的废品率由1.95%降低到了0.07%。见图7。

2.5 工艺优化
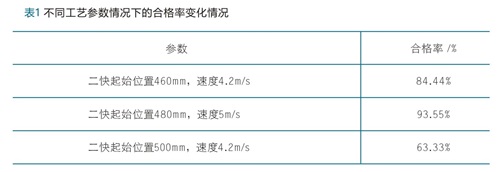
压铸工艺是将压铸机、压铸模和金属液按照预先选定的工艺程序和工艺参数有机地结合和运用并借助动力驱动获得压铸件的热加工工艺过程。需综合考虑各种因素,如压力(包括压射力、压射比压、胀型力、锁模力)、压射速度( 包括冲头速度 、 内浇口速度等 、 填充速度等)、各种温度(金属液的融化温度、压铸温度、模具温度等)、各种时间(充型时间、保压时间、留模时间等)、模具的热学性质(传热率、热容率、温度梯度等)、金属液的铸造性能及热学性能等。这其中起主导作用的是压铸压力、充型速度、充型特性以及模具的热学性质。
下表1示例为在同等模具状态情况下进行不同工艺参数实验的合格率变化情况的部分数据,为保证量产,应摸索出适当的工艺参数用以批量生产。
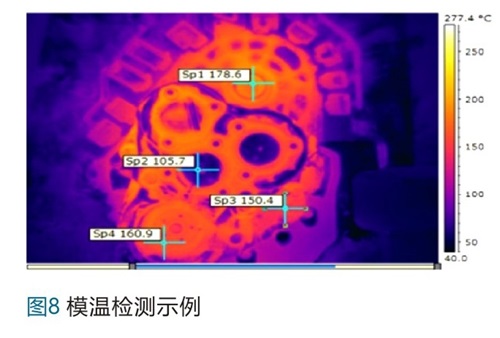
在固化工艺,模具等之后,稳定合格率的重要措施是对重点区域的模具温度建立监控体制,每班次记录重点区域温度并跟踪,避免系统性温度差异,并通过数据摸索,逐步压缩温度区间值,找到真正合格率最优方案。见图8。
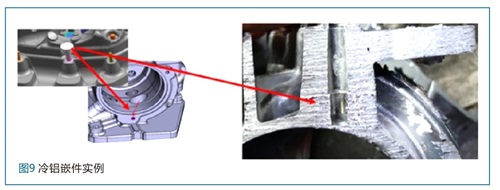
2.6 创新方法的使用
为解决DCT变速箱壳体特定部位内部疏松部位的泄漏问题,经过供需双方确认,开创性的使用了冷铝嵌块的解决方案。即在产品填充前产品内部装入一铝嵌块如图9,充填凝固后此嵌件留存在零件实体内部,以解决局部收缩缩松的问题。
3、总结
东风鼎新动力系统科技有限公司从2016年开始小批量投产,到2020年底投产DCT150及DCT200两个平台系列共计十余种DCT双离合变速箱产品,目前共计生产30余万套,变速箱壳体总体合格率从60%提升到目前平均95%,主要最大生产量的产品达到98%以上的合格率,在此期间DPT与DPT的供应商们一起经历了改善提升之路,也真正实现了各种铸造工艺及技术的尝试及方法更新,有效提 升了各自的水平,摸索出一条DCT变速箱高压铸造壳体的质量提升之路,创造出良好的企业价值及社会价值。

 27.34万
27.34万

 27.62万
27.62万
 9850
9850
 1.82万
1.82万
 1.5万
1.5万
 1.18万
1.18万
 1.47万
1.47万
 1.56万
1.56万
 1.48万
1.48万
 2万
2万
 1.68万
1.68万
 1.05万
1.05万
 1.34万
1.34万
 1.48万
1.48万
 8219
8219
 1.22万
1.22万
 1.27万
1.27万
 1.38万
1.38万
 8357
8357
 7259
7259
 1033
1033
 754
754
 650
650

















