文:崔爱军,刘国新
摘要:压铸件生产过程中由于受工艺条件本身的限制,在铸件内部难免产生一些大小不等的气孔、缩孔等缺陷;特别是在压铸件厚大部位产生的内部缩孔、缩松是难以避免的。通过一个实例,对解决压铸件厚大部位的机加后的表面缺陷的问题提供了一个新途径。
1. 铸件现状分析
铝合金压铸的支座铸件,材质为ZAlSi12Cu;尺寸为130mm×40mm,毛坯重量270g;最大壁厚11mm,最小壁厚4mm,平均壁厚5.4mm;铸件成品如图1所示,图示的凹槽是毛坯压铸后,在毛坯最厚处机加工的宽7mm、深4mm的密封槽,用于安放密封环;由于该槽是用于流体密封,客户要求机加后的密封槽表面不允许有肉眼可见的气孔和缩孔等铸造缺陷。
依据客户的毛坯件设计要求,该产品需要采用压铸工艺进行生产,客户设计的铸件毛坯如图2所示。
2. 压铸工艺的特点
所谓压铸是在压铸机上进行的金属型压力铸造的简称,铸造时将液态合金在高速、高压下充填型腔,并在高压下成形、凝固形成铸件,是目前生产效率最高的铸造工艺。压铸过程在高比压下填充,大大提高了合金的流动性,金属液结晶凝固又是在压力作用下进行,因此压铸件生产主要有以下特点。
(1)高压下成形,产品致密性高,产品力学强度及表面硬度高,但产品的伸长率较低。
(2)产品充型快,冷却时间短,生产效率高,批量生产时成本低。
(3)产品的表面粗糙度值低,甚至可达Ra=1.6~6.3μm。
(4)可生产壁厚较薄的零件。
(5)充型快,内部卷入气体多,产品气孔率高。
(6)表面存在一个厚0.5~0.8mm的致密层,故加工余量小(一般在0.5mm),加工量过大会使表面致密层破坏,导致产品强度降低,且易使机加工表面出现气孔、缩孔等缺陷。
由上述压铸件的特点可知,在压铸件厚达11mm的部位,进行深达4mm以上的机加工,内部会出现缩孔、缩松、气孔等铸造缺陷。
压铸件内部缩孔、缩松、气孔现象存在的原因有:①压铸件使用的铝合金除渣、除气不够,铝合金液中的气体含量高。②产品压铸时模具表面残留脱模剂未挥发完全,与铝液接触时产生气体。③压铸用的铝液温度过高,含气量增加。④模具浇排系统的设计不良,型腔内的气体无法及时排除。⑤铸件本身的设计不合理,存在难以补缩的热节。⑥压铸工艺不合理,造成了局部热节补缩不良。
那么,能否从工艺上加以解决,使铸件质量达到客户要求?
众所周知,固态铝合金的密度为2.7g/cm3,而液态铝合金的密度一般在2.4g/cm3左右,金属熔体充满型腔后,由液态转变成固态时,因密度的差异,必然发生相变收缩;由于压铸件是从外向内冷却凝固,这个特点决定了当铸件壁厚较大时,模具浇口部位较薄,提前凝固,厚大部位的中心区域因浇口已凝固,所以得不到有效的补缩,内部必然会产生缩孔、缩松等问题,这就是压铸件缩孔、缩松现象产生的根本原因。
因此,对铝合金压铸件来说,特别是厚大的压铸件,铸件内部存在缩孔、缩松问题是必然的,理论上是几乎不可能解决的。
3. 解决压铸件缩孔缩松缺陷的途径
由缩孔、缩松产生的原因可知,从工艺原理上说,解决铸件缩孔、缩松缺陷,只能按照通过补缩的指导思想进行。长期以来,人们进行了大量的试验工作,对压铸机进行改造、对工艺进行改进。虽然对于壁厚适中的铸件能够从工艺、设备上采取措施,得到改善,然而铝合金液态凝固过程的相变收缩是一种必然的物理现象,不能违背这种自然规律;对于壁厚较厚的压铸件来说,只能遵循其规律,采取适当的方式来解决这个问题。
因此从理论上讲,压铸件缩孔、缩松问题,无法从压铸工艺本身得到彻底解决,要彻底解决这个问题,只能超越该工艺,另外寻求解决的办法。
(1)嵌入镶件法的解决途径 从压铸工艺本身不能来解决的问题,能否从模具结构上来解决呢?
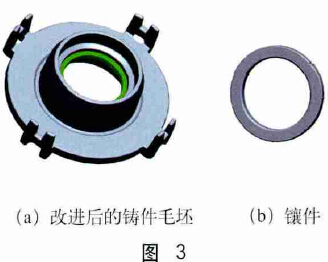
从压铸件经常使用镶件来改变局部的使用性能得到启发,我们完全可以在铸件内部嵌入一个镶件,预先将内部的凹槽成形出来(可预留0.5mm的机加工余量),待产品压铸成形后将预先嵌入的镶件机加工掉来保证铸件内部密封槽的表面质量。根据这个思路,我们在压铸模具上选取了一个位置,新增了一个模腔,专门用于制作铝合金的镶件,改进后,每模生产一个产品和一件镶件,改进后的毛坯如图3所示。
(2)毛坯机加过程中镶件止转 镶件嵌入产品后,在后续的机加过程时发现,对镶件机加过程中,镶件快要切除完毕时,镶件相对于铸件主体会发生转动,造成刀具的损毁。因此,必须在镶件圆周设置止转结构,防止镶件的转动。如图4所示,我们在镶件的圆周上设置了4个凸槽,同时间隔设置了4个凹槽,用于防止镶件在机加过程中的转动。
经过对镶件进行处理后,机加过程中未再发生镶件转动造成的刀具损坏,采用嵌入镶件后,生产的铸件,密封槽处机加工余量减小到了0.5mm左右,机加工后,表面质量达到了客户的质量要求。
4. 结束语
通过此次对模具的改进表明,解决压铸件局部厚壁处机加后的表面质量,采用嵌入镶件法是一个不错的选择,采用此法后相对减小了铸件的机加工余量,保留了铸件表面的致密层,满足了铸件的使用要求。



















 27.35万
27.35万








































