文:李利庆 淮海工业集团公司
摘要:介绍了压铸件浇注系统的设计原则,通过具体实例的相互对比,阐述了压铸件浇注系统优化设计的方法与特点,对企业提高压铸件质量,降低生产成本,增强竞争能力具有指导意义。
关键词:压铸件;浇注系统;设计改进
1引 言
浇注系统设计是否合理在压铸件生产过程中具有重要的作用。虽然CAD/CAE/CAM辅助设计已经应用到实际生产中,但模拟铸型充填过程和凝固过程的三维软件在实际中的应用非常有限,仅应用于大型、复杂的铸型,而压铸因其工艺的特殊性应用三维软件就更少,因此如要成型高质量的压铸件,在铸型设计过程中正确选择浇注系统的充填方向和铸造系统结构,设计人员不得不依靠自身的经验。正是这个原因,摸索出了压铸件浇注系统设计原则,当设计铸型时,按预先制定的压铸件浇注系统设计原则,可用最短的时间完成铸型设计,减少废品的产生。
2浇注系统
2.1设计原则
浇注系统的位置、方向、大小是否合理直接影响压铸件的质量,若要成型优质压铸件,在设计压铸件结构时,应考虑符合压铸工艺性的要求以及结合压铸设备类型,保证压铸件有开设浇注系统的部位。
设计压铸模前在确定分型面时,必须考虑浇注系统的部位与设置方法,以保证有最好的充填性,得到优质的压铸件。结合实际情况,确定浇注系统设计原则为:(1)浇注系统的位置应使金属液充填型腔各部位流程最短,使金属液温度降低较少,动能损失少。(2)最先充填深腔部位,使难以排气的部位先充填金属液,将该处气体排入排气槽内。(3)金属液在型腔内流动应有最少的转折次数,以防金属液动能损失过多及金属液分散(分散的金属液易使型腔中的气体不能很好地排出)。(4)内浇口较薄时,金属液流速较快,在转折处易产生喷溅现象,使金属液在该处过早凝固,在铸件表面形成花纹、麻点等缺陷,同时接触过多金属液的部位,易造成该处的模具零件过热,使铸件产生粘模、拉伤。内浇口较厚时,金属液流速较慢,金属液在转折处易产生涡流而卷入空气形成气孔。(5)金属液不宜采用多分支浇口充填,以防金属液在汇合时产生碰撞,形成涡流卷入空气。(6)浇注系统的方向必须沿较长的型腔壁或有利于充填最边远的部位。
2.2实 例
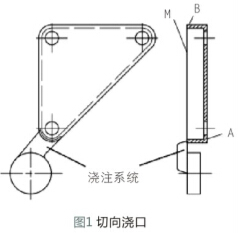
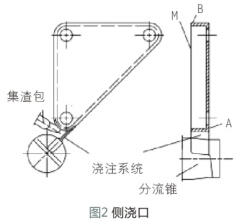
图1、图2所示为同一压铸件,采用同样的分型面而不同的2种浇注系统。M为分型面,1选用切向浇口,设计的浇注系统虽符合首先充填型腔最远处的原则,但因型腔较浅(12mm),金属液进入型腔后冲击A面,造成模具零件局部过热而粘金属液,且充填时金属液有过多的转折,使动能大大降低,致使B处充填不理想,冷隔现象严重。图2中选用侧浇口,设计的浇注系统符合沿型腔壁和有利于充填最远的部位原则(B处),避免了金属液的垂直转折,不会产生紊流现象,压铸件组织紧密,表面光洁。
3浇口位置选择
正确掌握浇注系统设计原则的关键在于应按压铸件本身结构特点,正确分析金属液的充填路线,才能找出浇注的合理部位与方向。在实际设计压铸件过程中,对浇注系统部位与方向有时难于兼顾,要保证有好的浇注部位,但不一定是最佳的充填方向,有些压铸件充填方向是主要的,浇注部位是次要的。
如压铸件结构较简单、壁较厚,此时浇注系统的部位就是主要的,因为此类型的压铸件要求压铸时的最终静压力能传递到压铸件内部,使其能达到组织致密的目的,必须将内浇口进口开的较大、较厚,而又厚又大的内浇口才能使金属液流速减慢,并能保证良好的充填性。对于复杂而外形简单的压铸件,应以金属液流入方向为主。浇注系统以不同形式的浇口充填金属液,使金属液由浇口进入型腔的时间趋于一致,可达到逐步将型腔内的空气排向分型面,再由排气槽或储气包内排出的目的。
对于中等大小的压铸件,不论复杂程度如何,仍考虑以浇注方向为主,若因考虑方向而使压铸件偏离浇注系统中心时,应计算其偏移量,并在面积小的一边增加辅助型腔,以平衡产生的反压力,但总面积不得超出压铸机的最大允许面积。
4几种浇注系统的设计
本公司目前生产和试制的压铸件多为回转体零件,下面就以生产上本体、连接体、回转体3种零件时的几种典型浇注系统内浇口形式加以说明。
4.1切向浇口
(1)设计目的是使金属液以切线方向流入,沿外径平稳运动,使其不冲击型芯,以保证压铸件表面光洁,内部组织致密。
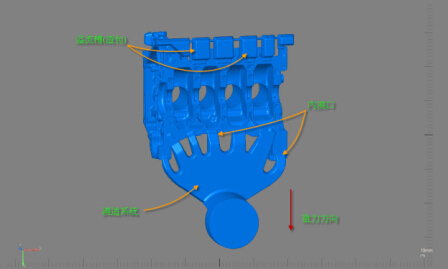
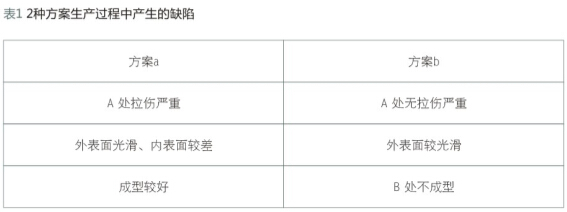
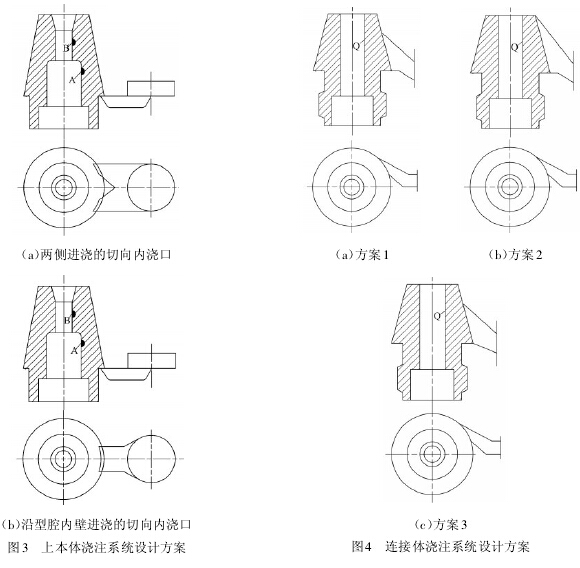
(2)对200件上本体零件试验情况及其分析如图3所示,浇注系统的内浇口采用切向浇口水平设置,方案a是沿型芯两侧设计切向浇口,方案b是在方案a基础上改进的,是沿型腔内壁设计切向浇口,2种方案的对比如表1所示。
工艺参数:国产150型压铸机压射压力280kN;合模管路压力180 kN;压射速度25 m/s,即机床压射手轮圈数为6~7圈(由于压铸机没有速度显示功能,为了能准确描述压射速度的数值,这里用机床速度调整手轮的实际调整圈数来确定压射速度);保压时间20~30s;合金浇注温度620~660℃。
(3)结果分析:拉伤是金属液冲击型芯造成的;外层离心力大,故压铸件组织细密,表面光洁;B处不成型是由于壁厚不均,离心力的影响。
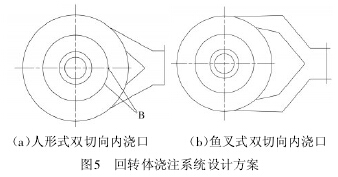
(4)100件连接体零件试验及其分析如图4所示,试验情况:压射速度(机床手轮圈数):3~5圈,其他工艺参数采用上本体的工艺参数。
图4中的切向浇口均设计在零件外侧面上,采用方案1时,因为铝液首先冲击Q处,使型芯过热粘模,造成Q处不成型。采用方案2、3时,压铸件全部成型,内部组织良好,外表面光洁,内表面较差。
情况分析:由于直浇道及横浇道皆在待成型零件的下方,金属液沿切线方向的流动趋势,使压铸件首先凝结一层外壳,然后金属液又从内部向上运动,使整个型腔充填完毕。但由于离心力较小,导致成型的压铸件内表面及内层质量较差。
单向切线浇口由于离心力的作用,压铸件内部组织致密,表面质量较好,用于成型壁薄而均匀的零件最为合适。
4.2切线浇口
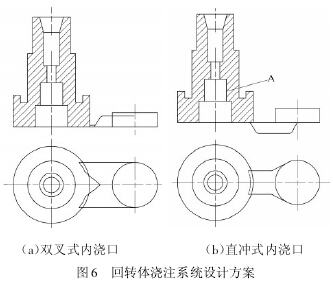
切线浇口是在连接体单向切线方向浇口方案2的基础上提出的,因为回转体零件采用单向切线浇口时,零件内部形状复杂,铝液通过单向切线浇口时形成离心力,旋转到B处时会因铝液速度降低,且两股铝液交汇,形成涡流,气体排不出,造成如图5所示B处不能成型。 减少离心力可使其能成型,于是在单向切线浇口的另一方向增设一浇口,形成双边切线对流式内浇口。
试验情况及结果:方案a采用人形式双切向内浇口,压铸速度由4圈提高至6~7圈时全部能成型,且压铸件内部组织良好,表面光洁,但在内浇口正对B处拉伤严重。方案b采用鱼叉式双切向内浇口,是在方案a的基础上改进的,工艺参数不变。结果全部成型,压铸件内部及表面质量提高,无拉伤。
由于两股高压高速的金属液同时流入型腔发生撞击,使金属液均匀分布在型腔的内部,成型的压铸件内部组织及表面质量得到改善,气体均匀分布在金属液内部,没有大而集中的气体。
采用双切向对流式内浇口,型腔内部的气体没有完全排除,只能够分布在压铸件内部,对压铸件的力学性能有一定影响,可对成型性能要求不高的压铸件使用,对性能要求严格的压铸件,宜采用真空压铸。
双边切线对流式内浇口由于双边切线金属液的作用,压铸件内部组织致密,表面质量较好,内部没有大而集中的气体,用于成型回转体中有异型内孔的零件最为合适。
4.3直冲式内浇口
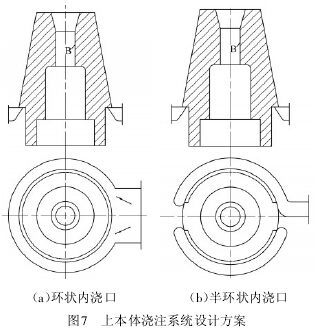
直冲式内浇口是针对双叉浇口的缺点提出的,如图6所示。图6中2种浇口在150型压铸机上用同一副模具进行试验。压射压力280 kN;合模管路压力180 kN;保压时间8~15 s;合金液浇注温度620~650℃;压射速度在3~7圈变化。
经过几次压铸并进行机加工试验,方案a采用双叉式内浇口,浇口选择时主要是考虑铝液不要直接冲击型芯,方案a金属液直接流入型腔,金属液首先充满型腔下部,最后充填上部,此时金属液流动性差,杂质及气体被赶至上面,无法排出,故压铸件上部气孔多,表面冷隔严重。成型的压铸件90%以上中间圆柱有缺陷,上部外表面成型不好。方案b采用直冲式内浇口,浇口选择时主要考虑解决压铸件上部成型问题,因此方案b金属液斜冲型芯A,迫使金属液首先流向上方,上部气体向下流动而被排出,结果上部成型良好,压铸件内部组织致密,表面光洁,成型的压铸件只有2%左右中间圆柱有气孔,上部表面良好。但是由于型芯A正对内浇口,拉伤严重,此缺点可采取预留加工余量的方法解决。
直冲式内浇口由于冲刷飞溅力的作用,压铸件上部组织致密,表面质量较好,可用于成型回转体上部要求高,内孔留加工余量的回转体零件。
4.4环状及半环内浇口
环状及半环内浇口都是在200件上本体零件上进行试验,如图7所示。由于单向切线浇口在B处产生缺陷多,零件质量差,采用半环浇口,在压射速度为5~7圈,其他工艺参数不变的情况下,压铸结果是全部能成型,压铸件上部气体少,但组织粗大,下部气孔多,B处拉伤。在此基础上改为环状内浇口,成型参数不变,试验结果:全部能成型,压铸件内部表面良好,下面气孔仍较多。
从上本体零件成型过程看,金属液从整个圆周向上充填,最后充填下部,因而分型面设在中部的情况下,分型面排出的金属液会被浇口封死,造成气体无法从此处排出,而被驱赶至型腔下部,造成压铸件下部组织气孔多,之所以能够成型内外表面较好的压铸件是因为金属液充型较为顺利。因此环状及半环内浇口用于成型管状类回转体零件效果较好。
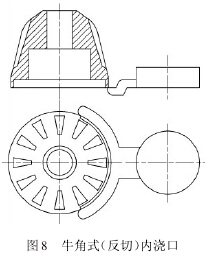
4.5牛角式(反切)内浇口
牛角式(反切)内浇口如图8所示,金属液自下而上充填,不会冲击型芯,分型面不会被金属液封死,充型排气较为理想。在成型钻夹系列金属帽、一体金属帽、金属后帽时,由于零件表面要求严格,采用牛角式(反切)内浇口成型效果良好。
5辅助型腔的作用
辅助型腔开设的目的是平衡压铸时的反压力,其开设的方法可按浇口的位置开成单独型腔或与压铸件连接,当与压铸件连接时可以用储气包或集渣室的方式来代替,可解决成型压铸件时漏压以及组织不致密问题。
6浇注系统浇道和浇口尺寸大小的选定
当浇注系统的位置与方向确定后,还应决定浇道和浇口大小,浇注系统浇道和浇口大小对压铸件能否良好成型具有重要作用。压铸时一般选用高速、中速、低速3种流速,直浇道导入孔面积S1与内浇口进口面积S2的关系:高速S1>S2;中速S1≈S2;低速S1<S2。
直浇道导入孔面积与内浇口进口面积的关系对压铸时能否得到高速金属液或是低速稳定金属液具有重要作用。高速金属液是充满外形大的薄壁压铸件的必要条件,而低速稳定的金属液是充填外形简单的厚壁压铸件的必要条件。
7结束语
通过试验与实践相结合,摸索出了压铸件浇注系统设计原则,不仅提高了设计人员的工作效率,也避免了生产中废品的产生,可为设计人员正确使用浇注系统设计方法提供理论依据和实际经验。
















 27.35万
27.35万








































