文:向 勇 范俊凯 乐 虎 李文仲 彭宝斌 尚桂凡 姚 淼
重庆长安汽车股份有限公司工艺技术部
摘 要:本文主要研究整体式压室冷却系统在铝合金缸体压铸中的应用,通过分析整体式压室的温度分布,浅析不同压室冷却系统的冷却效果,以降低压室在整个工作过程中的温度差,减少压室的变形,提高压室的使用寿命。
关键词:整体式压室;压铸机;冷却;变形
0 前言
随着冷室压铸机的不断发展,压铸机的成本越来越低、效率越来越高、实时控制越来越精细。在冷室压铸机压铸生产过程中,金属液浇入压室后,压射冲头在压室内向前移动将金属液压入型腔,由于压射冲头和压室间相对运动在高温高压的恶劣环境中,经常造成压室腐蚀、冲头磨损失效及咬合卡死等问题,同时压室又是铸造生产中极其重要的消耗品,其使用寿命将直接影响压铸生产的效率和成本,因此对压室的温度控制也越来越重要。
1 生产过程中压室的温度
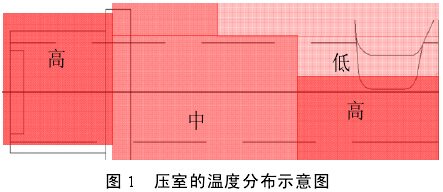
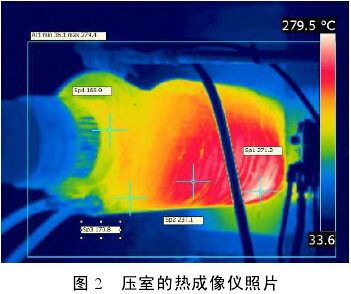
高温金属液体进入压室到压射完成,压室的温度随着与高温金属液的不断接触,温度会逐渐上升,但由于受到高温金属液的冲击、接触时间、压力等因素的影响,压室的温度分布是不均匀的。压室进料口部位在第一时间受到高温金属液的冲击,此处压室的温度最高,在发动机缸体压铸中该处的温度最高约在 300℃左右;压室靠近浇口套的部位,由于受到铝液接触时间较长,且伴着较高的压力,该处的温度也较高;相对而言,压室中间部位的温度相对较低。由于压铸填充度一般在 40%-75%之间,压室的上部未与高温金属液直接接触,只受到热辐射作用,故压室上部的温度较低,中间部位的温度高于上部,而压室底部长期与高温金属液直接接触,温度最高。由此可见压室的温度分布大致如图 1 所示,实际生产中压室的热成像仪照片如图 2 所示。
2 冷却方案
在压铸生产过程中,压室的温度过高、温差大,会导致压室极易变形;压室的温度过低,则会影响铝液温度从而产生冷料影响铸件质量。Anycasting 公司管文浩等用 anycasting 模拟了压室预热温度与压室凝固层平均厚度的关系,结果表明,在 150℃~280℃温度范围内,压室预热温度越高,冷凝层平均厚度越小,越不易出现冷料。不同的冷却方案,都以更好的控制压室的温度为最终目的。
2.1 局部冷却
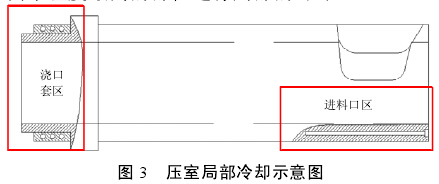
根据压室的温度分布,压室进料口区和压室的浇口套区的温度最高,局部冷却方式就是对这两个温度最高的部位进行局部的冷却。
压室进料口区部位受高温金属熔液长期冲蚀,热交变应力集中,下部易形成蜂巢状侵蚀。故在下部设计冷却系统,降低局部温度,减少应力变化范围。需要注意的是冷却水道中心距压室内表面的距离要大于 10mm,这样效果较佳。
压室的浇口套区部位承受高温高压作用,易产生疲劳变形、磨损,从强度考虑,不宜采用内藏式冷却系统。在外部加一个循环水冷却环,冷却环内水道在轴向要尽可能大一些,以增加接触面积提高冷却效果。从受力强度考虑,应保证压室有足够的壁厚和在其外表面加工水道槽。冷却环与压室之间采用压配方法( 过渡配合) 装配,然后接合部位用铜焊封堵严密, 并要求先行试压才可使用。
局部冷却的方式为目前冷室压铸机整体式压室比较普遍应用的方式,该方式能够较好的冷却压室温度较高的区域,而且成本较低、经济性较好,但压室的整体温度平衡性较差。
2.2 整体冷却
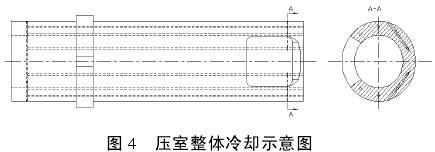
整体式冷却对压室整体添加冷却,冷却通道孔沿着压室轴向贯通,压室下方的冷却通道布置较多,压室上方的冷却通道布置较少,能够对压室所有部位起到冷却作用。但压室中间温度相对较低,易产生冷料影响产品质量,同时会降低压室的强度。该方式较适合浇注金属液温度相对较低,压室温差相对较小的合金压铸。
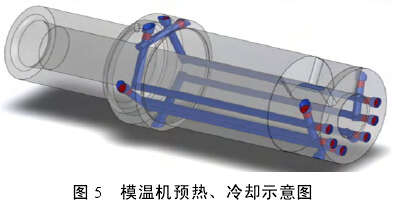
2.3 模温机预热、冷却
IDRA 公司提出了一种利用模温机来预热、冷却压室的方式,该方式在压室进料端设置冷却管路,通过模温机连接到压室,在开班时压室温度低,可以通过模温机来提升压室温度,当温度较高时,亦可通过模温机来降低压室温度。模温机预热、冷却的方式既能够较好的控制压室的温度,降低压室在整个工作过程中的温度差异,实现减少压室变形的效果,但这需要模温机的性能必须满足压室冷却的温度控制范围。该方式目前在国内还未普遍应用。
3 控制系统
常用冷却水直接运用循环水,进水口和出水口连接冷却循环水,冷却水常开,通过流量调整来控制冷却效果,这种方式最为经济实用,无法对冷却效果起到很好的控制。也有通过控制系统定期调整冷却水阀开关,调整冷却水流量大小,来实现在不同时间段的对应不同温度的冷却控制,这需要摸索和试验冷却水在各种状态的时间长短和切换点,且不能通用。而随着压铸机实时控制的不断发展,压室冷却水的控制也趋向于实时控制。冷却水实时控制的系统需要对冷却效果进行监控,通过监控的结果实时控制冷却水的供给。常用的方法通过对出水管冷却水的温度监控来控制冷却水流量,这能够实现对冷却水一定程度的实时控制,但对冷却效果、冷却部位的温度不能够准确的监控,存在偏差,这属于间接的实时控制。而直接的实时控制,需要对冷却部位的温度进行监控,在冷却部位安装热传感器实时采集冷却部位的温度情况,通过冷却部位的温度情况来实时控制冷却水的供给,但遗憾的是目前还未形成有效的、低成本的、可推广的压室温度实时采集的技术。
4 结束语
压铸行业中,压铸机实时控制系统越来越细化、完善,对压室的温度控制也日趋重视。目前大多压铸机对压室的温度还未形成有效的监控,如何准确、全面的监控压室的温度从而更精细的实时控制压室冷却系统,将会成为一个新的课题。
















 26.45万
26.45万








































