文:南京泉峰汽车精密技术有限公司 张露 杨云吉 张闯 邓凌曲
摘要 采用超低速层流铸造的方法生产过共晶铝硅合金压铸件,并对该合金进行固溶处理及人工时效。分析了热处理前后组织状态,并得到了200-240℃时效温度下的人工时效曲线。
过共晶AI-Si合金具有热膨胀系数低、热稳定性好、比强度高、耐磨性高等特点,并随着汽车轻量化的趋势而被逐渐应用于汽车发动机的活塞、气缸盖、空调压缩机的缸体和斜盘等零件。以往的铝合金压铸属于高压快速压铸,气体在短时间内很难完全排出,从而被卷入铸件内,这些气体在随后的热处理过程中受热膨胀,使铸件产生鼓包和变形。因此,压铸合金一般不能通过固溶热处理来强化。
超低速层流铸造为压铸铝合金固溶热处理提供了可能,超低速层流铸造就是利用极低的压射速度(一般镇0.15m/S),使金属液顺序充填型腔。通过该方法,铸件内部气孔和缩孔等缺陷显著减少,晶粒得到细化并且组织更加致密。本文采用过共晶铝硅合金,利用冷室卧式压铸机,通过使用超低速层流压铸生产过共晶Al-Si合金压铸件,研究热处理前后的显微组织及不同人工时效处理工艺下的硬度变化。
1.试验方法
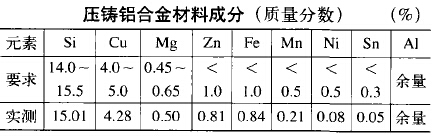
(l)试验材料试验所用材料为Al-15%Si铝硅合金,直读光谱分析仪实测化学成分见附表。
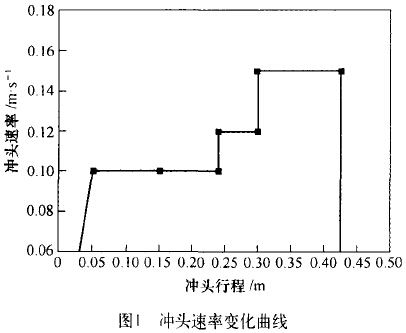
(2)试验过程采用Al-15%Si铝锭置于石墨坩祸中,用井式电阻炉加热,升温到740-760℃,保温30min至熔化完全,加入除渣剂除渣,旋转除气机通人氮气旋转精炼除气10min,静置10min撇去浮渣,加入AIP变质剂旋转搅拌5min,静置降温至730℃撇去上层浮渣,准备压铸。压铸所采用的设备为350型卧式冷室压铸机,其冲头直径为6Omm,压铸工艺参数如下:浇注温度为720-740℃,模具预热温度为170一200℃,压射速率如图1所示。冷却时间为14-17s,铸造压力为80-90MPa。
热处理为固溶处理+人工时效,固溶处理阶段采用DS80型铝合金固溶热处炉,工艺为(495士5) ℃x4h,60-80℃水淬;人工时效阶段采用电热鼓风烘箱,分别在200℃、210℃、220℃、230℃和240℃保温。采用HR-150A型洛氏硬度计测定各个保温时间的硬度值,绘制人工时效曲线。
试样制样抛光后用0.4%的氢氟酸腐蚀,在光学显微镜和环境扫描电镜下进行显微组织观察。
2.结果与分析
(l)铸态组织 经超低速压铸生产的零件,在光学显微镜下观察铸态组织,如图2所示。在超低速层流铸造的情况下,压铸零件内部质量良好,低倍下观察,没有明显气孔等缺陷(见图2a)。在高倍下观察,在铝合金基体上,初晶硅呈块状分布,平均当量直径小于20μm,共晶硅呈长条状或短棒状分布(见图2b)。尽管是超低速层流铸造,但铸造压力也有80-90MPa,合金液的实际熔点也大大提高,使得合金液凝固时过冷度大幅增高。压铸过程的过冷度增加和压力下凝固,使合金的结晶核心数目增多,从而使铝硅合金组织中的初晶相和共晶组织得到显著细化。
图2
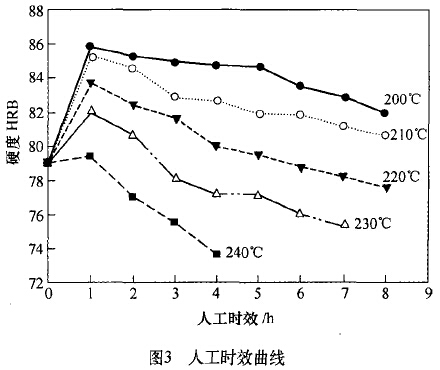
(2)热处理结果与分析 固溶处理的决定性因素为固溶温度,由共晶反应的温度来决定。在保证不过烧的前提下,应尽可能使固溶温度接近共晶温度。由于本合金所含的合金元素较多,而常见的共晶反应的共晶温度一般高于500℃,因此选择固溶处理温度为495℃,又由于是压力铸造,在压铸过程中,合金元素能较多地固溶在基体中,所以,随后的固溶热处理在495℃保温4h就可以使更多的合金元素固溶,达到较高的饱和状态。压铸件经495℃x4h固溶处理后,分别在200℃、210℃、220℃、230℃和240℃保温。得到图3的人工时效曲线。从图中可以看出,同一时效温度下,随着保温时间的延长,硬度值短时间内即可达到峰值,随后不断下降;而在相同的时效时间下,硬度值随时效温度的升高而降低,时效温度越低,所能达到的硬度峰值越高。
由于固溶处理过程产生大量的过饱和固溶体,而这些过饱和固溶体又处于不稳定状态,必然向平衡状态转变。该过共晶铝硅合金实际是AI-Si-cu系合金,其主要强化相就是A12Cu相。在较低的温度下,Cu原子在铝基体某些晶面上形成溶质原子偏聚区,即G.P(l)区。G.P(l)区与基体保持共格关系,构成提高抗变形的共格应变区,故使合金硬度升高。后面随着温度升高,Cu原子偏聚并发生有序化,形成G.P(Ⅱ)区,它比G.P(l)区周围的畸变更大,对位错运动的阻碍进一步增大,因此时效强化作用更大,达到硬度最高。随着时效时间的延长,逐渐形成过渡相θˊ相,由于θˊ相点阵常数的变化,导致其形成时与基体的共格关系遭到破坏,由完全共格变成局部共格。θˊ相周围共格畸变减弱,对位错运动阻碍减小,合金硬度开始下降。当θˊ相从基体中完全脱溶,形成独立的稳定相θ相(A12Cu),此时θ相与基体的共格关系完全被破坏, θ相的质点聚集长大,合金硬度进一步下降。
在200℃时效,时效温度相对较低,G.P(I)区可有较好的发展,时效峰值相对较高。而240℃时效温度高,没有经过G.P(I)区或G.P(I)区形成不充分,一导致过渡相较早析出,从而时效硬度峰值较低,硬度值下降也较快。该零件的硬度值推荐范围在76-82HRB之间,根据得到的时效硬度曲线,在技术性和成本上综合考虑,选定220℃ x4h为最终人工时效处理工艺。
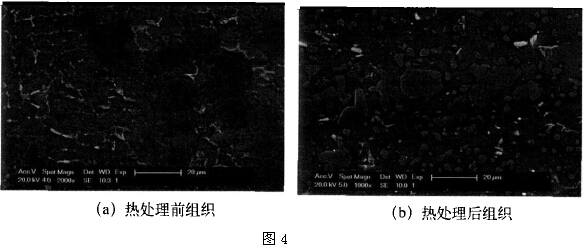
(3)热处理后微观组织 选取热处理后的零件观察微观组织,如图4b所示。对比图4a热处理前的组织,状初晶硅边缘明显钝化,长条状共品硅熔断并呈粒状。白色析出相也在固溶过程中发生部分熔解,热处理后自色析出相明显变小,且大部分强化相在固溶处理过程中已经固溶到铝基体中。在固溶过程中溶解形成过饱和固溶体,在时效过程中过饱和固溶体发生分解,在基体上析出细小而弥散的A12Cu相,以及其他的多元合金相,使合金的浓体得到大大强化。各相组织外形圆钝,减少了对基体的割裂作用,有利于合金强度和塑性的提。
3.结语
(l)采用超低速层流压铸生产的零件可以进行固溶热处理,内部无明显气孔;热处理后初品硅钝化,共晶硅粒化。
(2)得至495℃X4h固溶处理,20O℃、210℃、220℃、230℃和240℃保温下的人工时效曲线。随时效温度的升一高,硬度峰值下降,相同保温时间下,硬度值也降低。


















 27.36万
27.36万








































