文:重庆大江美利信压铸有限责任公司袁放放
摘 要:针对为某通信公司所做的一种大平面薄壁铝合金铸件在铸造过程中会产生气孔、缩松、变形的缺陷进行研究。本文主要是对铸件做结构、浇注系统、模具结构、和压铸工艺等进行详细的叙述以及目前我们所面临的问题。
关键词:铝合金;薄壁铸件;缺陷
前言
随着科学技术的不断发展,铝合金仍然是世界上压铸行业应用最广泛的的合金材料,铝合金具有优良的流动性和气密性、较少的收缩率和热裂倾向性,具有良好的力学性能、物理性能和耐蚀性能。采用压铸工艺生产铝合金上盖板,同其他铸造方法相比,压铸有很多有点。铸件表面光洁美观,尺寸稳定,加工余量小,减少后续加工,缩短生产周期,节约原材料,降低成本,组织致密,具有较好的强度和硬度。市场对压铸产品的要求也不断地趋向于轻量化、精密化、绿色化、高效化。同时,也向着薄壁化、大形化方向发展。
1 铸件要求
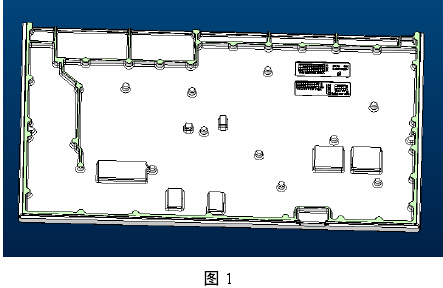
该铸件是某通信公司的一个产品的上盖板,外形如图 1:
该产品外形尺寸:442.04X275.56×8.4,大部分壁厚只有 2.5mm,毛重 1024g。气密性要求:
1×ɸ1/ ɸ 20、5× ɸ 0.5/ ɸ 20,平面度要求 0.4。合金凝固温度 640±20℃。需要满足的毛坯尺寸公差标准 ISO 8062 CT6,铝合金的材料选择 ENAC46000(AISiCu3(Fe))。铸造缺陷有裂纹、变形、气孔、拉伤。
2 铸件结构特点
1)机加面结构厚大,容易产生缩孔、缩松等缺陷。
2)产品壁较薄,投影面积较大,成型收缩严重吧,推杆出力稍微不平衡就会变形,达不到平面度要求,同时模具温度很难达到平衡。
3模具结构设计
1)压铸机选择
根据压铸件的投影面积压铸件比压估算可选用 1250T 的伊之密压铸机。
2)分型面选择
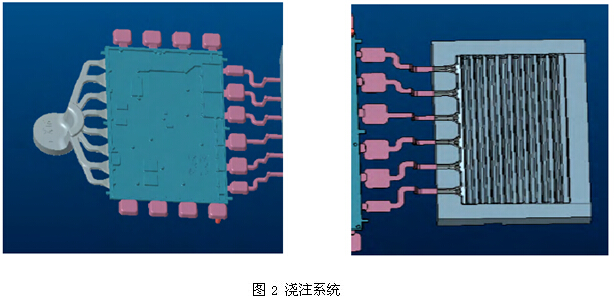
根据产品形状结构和技术要求、浇注系统和溢流槽系统的布置、压铸工艺条件、模具制造成本、模具热平衡等因素。(图 2)
3)浇注系统的设计
浇注系统的作用主要是将金属液从压铸机的喷嘴或者压室导入型腔内部,它是由直浇道、横浇道、内浇口所组成。浇注系统设计时主要考虑的内容如下:
① 压铸件的结构特点、尺寸精度、表面和内部质量要求、承受负荷情况、耐压要求、加工基准面等进行分析。
② 根据铸件的外形尺寸、复杂程度、铸件重量、在分型面上的投影面积、合金种类等选择相适应的浇注系统结构。
4)溢流槽和排气系统的设计
为了提高压铸件的质量,在金属液进入型腔的过程中,尽可能的将金属液中混有的气体、残渣排出到外,转移缩孔、缩松、涡流转气和冷隔、浇不足部位,溢流槽和排气系统起着重要的作用。
4 压铸工艺参数的确定
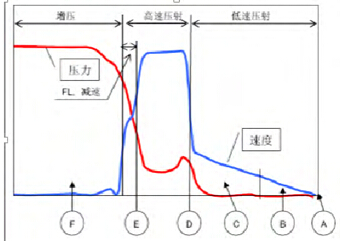
工艺参数:生产中的过程工艺参数对产品质量和过程的稳定起到很关键的作用,主要的参数有压射力、压射速度、快压射行程、温度以及保压时间和留模时间。图 3 是对压铸过程压力状况和合金液在各压力阶段的状态。
压射力:压射力是压铸机压射机构中推动压射活塞运动的力,压射力越大,结晶越细,细晶层增厚,由于填充特性改善,表面质量提高,气孔影响减轻,从而抗拉强度提高,但延伸率有所降低。
压射速度:压射冲头推动金属液移动时的速度称为压射速度,而压射速度分为慢压和快压,慢压是指冲头起始动作直至冲头将室内的金属液送入内浇口之前的运动速度,在这一阶段中要求将压室中的金属液充满压室,在既不过多地降低合金液温度又有利于排除压室中的气体的原则下,该阶段速度不能太高也不能太低,太高则会产生飞溅,相反,太低则会增加空气产生涡流,一般为 0.2-0.3 米/秒。快压射速度速度 3.5m/s。快压射行程:指快压射开始到结束中间的距离,对产品质量的影响最为关键,行程太大则卷气严重,太小则可能充填不良。
温度:温度包括金属液温度和模具温度,温度控制是获得优良铸件的重要因素。 一般铝合金压铸铝液的温度要求为 640±20℃,模具的温度为 180℃-250℃。
保压时间:指压射结束后,作用在模具型腔上的压力维持在恒定值的时间,根据铸件内浇口和铸件壁厚的不同,一般为 2-5 秒。
留模时间:留模时间是压铸过程中,从持压终了至开模顶出铸件的这段时间。足够的留模时间,是使铸件在模具内得到充分凝固和适度的冷却使之具有一定的强度,在开模和顶出时,铸件不致产生变形或拉裂。 留模时间的选择,通常以顶出铸件不变形、不开裂的最短时间为宜。一般铝合金根据壁厚的不同在 5-12 秒之间。
5 压铸过程
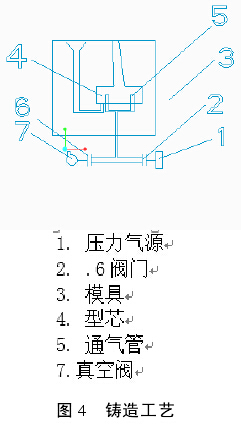
首先将铸型预热到 80-150℃,然后在型腔内喷入涂料,接着将铸型预热到 250℃,打开阀门6。这样,型腔中的气体被抽走,型腔处于保持负压状态,同时开启暖水管,使模具保持恒温状态。气体抽完后,开始浇注合金液,浇注的过程中型腔一直处于负压状态。浇注完成后,关闭真空阀和阀门 6,然后通入冷却水。当通入冷却水18 秒以后,浇道已经完全凝固,打开压力气源和阀门 2,向型芯中通入氮气,使铸件在压力作用下凝固。180 秒铸件的温度低于再结晶温度,关闭阀门 2,打开阀门 6,使得型腔内的气体压力降至常压。取出产品。过程铸造如图 4 示意图。
6 存在问题
该薄壁铸件压铸很是成功,但在压住的过程中我们发现与发达国家相比,我们还存在一些问题:
1)我们国家目前所应用的压铸设备以及压铸控制系统仍有较大提升空间,周边设备稳定性及自动化程度也需要加强。在我们改善这些不足的情况下,可以提高我们的生产效率,控制产品的品质。
2)开发新材料和新工艺。产品轻量化、致密化、绿色化、高效化已成为时代发展的潮流,改进我们目前所应用的铝合金成分和生产工艺,在满足现有的各种性能标准的前提下,提高合金的成形性。
7 结论
轻量化已成为全球汽车制造商核心竞争力的体现,国外在这方面已展开大量的工作,为了缩小差距,我们需要消化吸收他们的先进技术和经验,结合我们的实际环境,创造出适合我们国家应用的先进的压铸工艺和新材料。

















 27.36万
27.36万








































