文:重庆大江美利信压铸有限责任公司 刘 琦
摘 要:薄散热片产品直接压铸成型,由于其壁厚很薄,叶片成型难度大,通过对铸件结构进行分析,确定了压铸件及压铸模具的设计方案。我们对铸件分型、金属液充型、模具排气、模具温度等方面进行了充分策划,设计合理的浇注系统,模具设置加热油管,压铸时抽真空排气,在实施了这一系列措施后,克服了薄齿散热片压铸成型的难点。经试制验证,薄散热片由压铸直接成型,能够满足图纸及外观要求。
关键词:通讯类;薄散热片;压铸;优化
通讯技术的发展不断提高信息的传播速度,也在不断改变着我们的生活方式,现在4G网络已走入寻常百姓家,更快的5G也即将到来。通讯设备在其中扮演着核心角色,电路的集成化程度越来越高,也会产生更多的热量,从而对外壳的散热要求也逐渐提高。铝合金具有良好的热交换性,密度低,比强度高,已被广泛应用于通讯壳体类产品。逐渐提高的散热需求,引导产品技术发展,新的结构设计、新材料、新生产工艺不断应用于通讯产品的生产。
本文所述产品为通讯机体,其主要结构为内腔安装集成电路,外侧散热,其散热片高且薄,同时产品重量进行减重设计,节约生产成本。我司类似薄散热片机体此前工艺为嵌件式,外观要求高,压铸时将挤压成型的叶片嵌在基板上。散热性能满足要求,但需要开发挤压模具,嵌件在压铸过程中要安装,开发周期长,生产成本一直居高不下。
本机体采用压铸工艺成型散热片,目的是降低生产成本,缩短产品开发周期,节约材料。压铸的散热片还有多方面优点,表面光洁美观,尺寸精度较高,工艺稳定,一致性好,加工余量小,组织致密,具有较高的强度和硬度。
图1所示此机体产品示意图,图2为散热片剖面视图
1. 产品分析
机体散热片由嵌件成型改为直接压铸成型,同时进行了减重设计,叶片减薄,最小厚度仅为1.2mm,叶片最高高度65mm,基板平均厚度3mm,如此大的高宽比及壁厚差异,增加了叶片成型难度。为改善这一问题,我们对此产品铸件及压铸模上进行了一系列优化设计。
2. 优化设计方案
2.1 压铸件分型优化
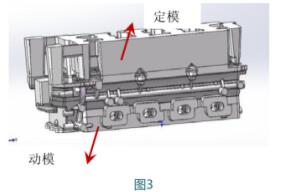
参考嵌件散热片机体,将散热片一侧作为定模,内腔侧为动模。为避免叶片粘定模,在叶片上设置定模顶杆,顶出位置设计加宽的凸台,如图3所示。
2.2 压铸浇道优化
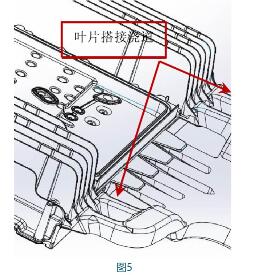
在嵌件散热片机体浇道基础上,为每片叶片增加搭接浇道,以保证叶片充型完整,无冷隔等缺陷,搭接浇道方式如图 5。
2.3 模温控制方案
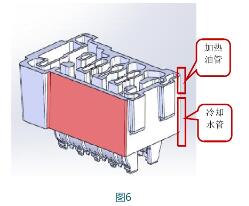
由于叶片较薄,压铸模具温度低时不易成型,需对模具温度进行控制,靠近浇口位置热量大,模温上升快,在下方设置冷却水。在模具上方,因铝水充填流程长,到达此远端时温度已大幅下降,模具温度上升慢,因此在上方设置加热油道,用模温机加热以提高模温。油管及水管位置见图 6 所示。
2.4 采用真空压铸
真空压铸可使铝水在模具型腔具有一定负压的情况下充型,使充填过程中充分排气,减少内部气孔,提高产品内部质量。
3. 生产试制
本机体压铸模在 2000T 机台上生产,经调试工艺参数设置,在开始压铸冷模件时,叶片组织较松散,容易粘在定模型腔内。模具温度升高后,叶片成型良好,组织致密,能正常脱模。可见对于薄散热片产品,模腔温度对成型有重大的影响。经生产验证,模温机温度设定为 250℃时可以稳定的生产。#p#分页标题#e#
4. 总结
通过生产验证,上述优化方案对机体薄叶片成型及提高内部质量有明显改善效果。压铸成型的散热片均匀一致,产品经试加工检测,尺寸及内部质量满足图纸要求。机体散热片减薄并通过压铸工艺生产,能显著降低了生产成本,缩短产品开发周期,提高生产效率。




















 27.35万
27.35万








































