文:杨素华
武汉城市职业学院
摘要:介绍了压铸生产中铸件常见的质量缺陷、产生原因和主要影响因素,结合实例对铝合金缸体压铸过程中出现的气孔、缩孔、裂纹、欠铸等典型质量缺陷进行了分析,找出了影响压铸铝合金缸体质量的关键缺陷和缺陷发生的主要部位,针对不同的部位和缺陷,提出了解决这些质量问题的思路、对策和消除缺陷的具体措施。
关键词:铝合金;压铸;质量缺陷;改善措施
1引言
压力铸造(简称压铸)是在高压作用下,使液态或半液态金属以较高的速度充填压铸模具型腔,并在压力下成型和凝固而获得铸件的方法。压铸是在高压高速下注入金属熔液,可制造形状复杂的薄壁件,获得的铸件晶粒细,组织致密,强度较高,且压铸的生产率高,因此压铸件广泛应用于汽车、仪器仪表、计算机、医疗器械等制造业,如发动机汽缸体、汽缸盖、仪表和照相机的壳体与支架、管接头、齿轮等零件。用于压铸的材料主要有铝合金、锌合金、铜合金和镁合金等。
铝合金压铸零件具有重量轻、工作性能好、制造效率高、铸件表面质量好、尺寸精度高等优点,近年来大量应用于水泵的壳体、增压器壳体、气缸盖、气缸套、齿轮箱、内燃发动机活塞等零件。铝合金压铸生产中遇到的质量问题很多,其原因也是多方面的,生产中必须对产生的质量问题做出正确的判断,找出真正的原因,才能提出切实可行的改进措施,以便不断提高铝合金压铸件质量,不影响铸件的正常使用,满足生产需要,降低企业成本。
铝合金有利于减轻发动机重量,增加发动机的性能,因此越来越多的发动机缸体缸盖有向采用铝合金铸造发展的趋势。压铸铝合金缸体有高压和高速充填模具型腔的特点,压射比压为5~15MPa;充填速度约在5~100m/s;充填时间很短,一般在0.01~0.2s范围内。铝合金缸体压铸是通过高压将铝合金溶液高速压入模具内,模具型腔内的气体很难排出,容易在铸件内部产生气孔;另外由于凝结时间快,铸造过程中的散热较差,容易在模具上形成高温区域,进而在零件表面形成气孔、缩孔、裂纹等现象。因此,铝合金缸体压铸件的质量缺陷主要是气孔、缩孔、裂纹、欠铸等。下面以某压铸铝合金缸体为例,针对其压铸过程中出现的主要质量缺陷问题进行分析和解决。
2气孔
气孔是指在压铸件内部或表面出现的大小不等的孔眼、空穴,有光滑的表面,形状多为圆形。气孔的产生会导致压铸件硬度不足和影响表面美观。气孔的来源主要为压铸过程中卷入的气体或铝液析气。
2.1压铸铝合金缸体螺栓孔周边的气孔现象
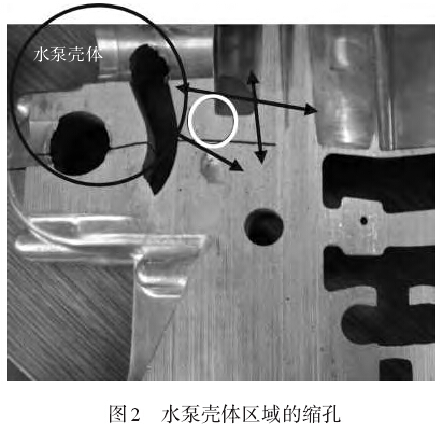
压铸铝合金缸体上有很多螺栓孔、油孔以及各种安装孔,这些直接影响发动机的装配质量和使用性能,在压铸过程中需要严格控制其质量。压铸生产后对缸体的主轴承螺栓孔和上下缸体螺栓孔区域进行剖切,发现铸造螺栓孔周围有小的气孔(直径约ϕ0.5mm),如图1
中黑圈所示。
2.2产生原因
铝合金缸体压铸时由于液态金属充填型腔速度高,模具型腔内的气体不易排出,容易残留在铝液中,铝液冷却凝固后残留的气体在铸件内形成很小的气泡,即气孔,直径一般不大于ϕ1mm;压铸模具内型芯周围和壁厚变化较大的位置,铝液流动性不稳定,容易产生气孔,这也是铸件螺栓孔周围气孔较多的原因。螺栓孔周围的气孔很小,小于螺纹长度1/3,且不在螺纹区域,对扭矩没有影响,不会影响其使用性能,可以不用解决该处的气孔问题。
3缩孔
缩孔是指压铸件厚截面处出现形状不规则的孔眼,孔的内壁粗糙。缩孔的产生会导致压铸件内局部出现组织稀疏,有的甚至呈蜂窝状,影响铸件强度。液态金属充满型腔后,在收缩过程中得不到足量补充,容易发生在厚薄不均的铸件上。
3.1压铸铝合金缸体螺栓孔周边、水泵壳体附近的缩孔现象
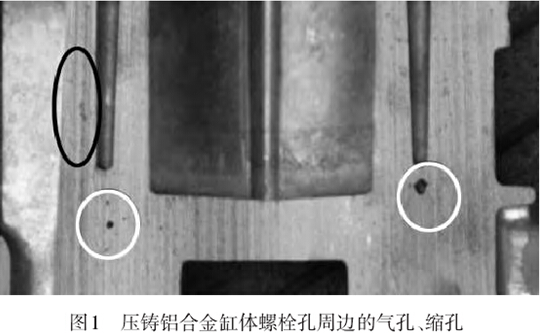
压铸生产后对缸体的主轴承螺栓孔和上下缸体螺栓孔区域进行剖切,发现预铸孔的底部有较大的气孔和缩孔(直径约ϕ1~5mm,或有长度超过10mm的细长缝隙),如图1中白圈所示。对压铸铝合金缸体的水泵壳体区域进行剖切,发现水泵壳体和缸体之间的连接处有很大的缩孔,缩孔的最长部分超过20mm,如图2中白圈所示。
#p#分页标题#e#
3.2产生原因
在压铸过程中铝液被压入并充满型腔后铝液开始凝固,由于模具表面的温度较低并且伴有水冷,铝液先从与模具接触的表面开始凝固,在最外面先形成一层硬壳,然后逐渐向内开始凝固。由于热胀冷缩的原理,铝液随着温度的降低逐渐收缩体积变小,但铸件的外表面已经形成了一层密封的硬壳,所以随着铝液的逐渐凝固,在最后凝固的位置会形成一些中空的空间,即缩孔,且缩孔总是在壁厚较厚位置的热节位置。
图1中缩孔的位置恰好在壁厚较厚,并且是铸件孔型芯头部的位置,该区域的铝液流动性不稳定、较多的气孔也加剧了该区域形成缩孔的趋势。
图2中水泵壳体区域3个箭头所示方向的壁厚均超过了40mm,水泵壳体和缸体之间材料最厚的区域恰好是温度最高的。如前所述,过大的壁厚造成内部冷却凝固速度慢而形成缩孔。
3.3改善措施
消除缩孔的方法可通过减少缩孔所在区域的壁厚,使其能够快速均匀的凝固来实现,也可通过对铸件和模具结构进行优化来实现。
图1中螺栓底部的缩孔所在位置恰好在缸盖螺栓和主轴承螺栓螺纹的位置。较大的缩孔,会对螺纹的强度有很大影响,在装配和使用时容易损坏螺纹,所以有必须减少该区域的缩孔。针对上述对产生缩孔原因的叙述,提出减少该区域壁厚的解决方法。但经过分析,由于螺栓底部区域的功能和结构原因,壁厚无法减薄,该方法不可行。
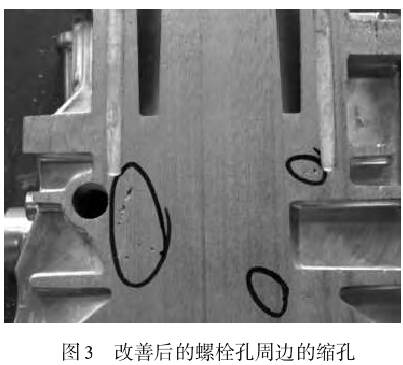
重新分析剖面的结构发现在螺栓孔表面附近的3~4mm区域内没有气孔和缩孔出现。这是因为凝固时该区域由于型芯的冷却作用最先凝固,形成了一层致密的材料。根据这一现象,可以加深铸件螺栓孔并利用这一致密层作为螺纹的加工区域。在既要增加型芯长度又不能增加型芯底部直径的情况下,可通过减小拔模斜度进行改善,即将拔模角度从1.5°减小到1°,由此预铸孔深度从64mm增加到100mm,将缩孔区域从螺纹区域向下“赶”,保证螺纹区域的强度。改善之后的效果如图3中黑色曲线内部区域所示,缩孔区域已经明显缩小并且在螺纹区域之外。
图2中水泵壳体附近的缩孔所在区域在缸体的正时侧、变速箱侧、缸盖侧、曲轴侧、和进气侧5个拔模方向上,均无法进行壁厚减小的操作。
在保留水泵壳体和缸体原有结构的前提下,经过综合考虑,在该区域的模具上增加冷却水路,加强冷却,加快铝液的凝固速度,以减小缩孔的体积,并把缩孔控制在中心区域,避免缩孔离水路或油路过近造成泄漏。采取该措施后,水泵壳体附近缩孔得到明显改善。
气孔和缩孔是压铸生产的两种常见质量缺陷,严重时会造成压铸件的报废产生,生产中应加以注意和改善。
4裂纹
铝合金压铸件的基体被破坏或断开,形成细长的缝隙,呈直线状或波浪形的纹路等不规则形状,在外力作用下有发展的趋势,这种缺陷称为裂纹。裂纹产生的原因有很多种,如合金成分,压铸模的模腔整体温度不合理;铝合金压铸件壁厚、薄处存有剧烈变化之处,收缩受阻,尖角位形成应力;工艺参数不合理等。铝合金压铸件中裂纹是不允许存在的。
改善措施:正确控制合金成分,在某些情况下可在合金中加纯铝锭以降低合金中含镁量或铝合金中加铝硅中间合金以提高硅含量;改变铝合金压铸件结构,加大圆角,改变起模斜度,减少壁厚差;变更或增加顶出位置,使顶出受力均匀;缩短开模及抽芯时间;控制模温,保持模具热平衡。
4.1压铸铝合金缸体水泵附近的水套底部裂纹现象
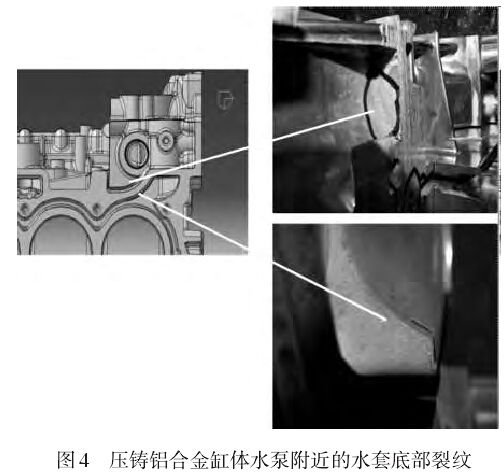
铝合金缸体压铸生产后,通过检验,发现在水泵附近的水套底部有内外贯穿的裂纹,裂纹最长可达50mm,裂纹周围表面质量较差,如图4所示。
4.2产生原因
在合金成分不变的前提下,观察裂纹周围的缸体发现表面有明显的缩松现象,通过凝固过程温度场数值模拟结果发现水套底部的温度一直处于较高的状态。因此判断该处裂纹形成的原因为模具温度过高,形成缩松。在冷却凝固时,由于冷却顺序不同,外部的水泵区域首先收缩对该处产生向外的拉应力,在缩松的部位造成裂纹;另外,水套底部的圆角半径偏小(R=1mm)会造成圆角处温度过高以及应力偏大,对裂纹的形成有一定影响。#p#分页标题#e#
4.3改善措施
为缓解模具过热,在该处模具内增加冷却水路,通过水冷来降低该区域的模具温度;同时将水套底部圆角半径从1mm增加到2.5mm。采取这些措施进行铝合金缸体压铸生产,经过检验没有发现裂纹现象。
5欠铸
欠铸也称浇不足、轮廓不清、边角残缺,指压铸零件成形过程中出现金属液未充满型腔,铸件上出现填充不完整的部位。合金浇注温度及模具温度过低、合金液含气量高导致合金流动性不好;铸件壁太薄或厚薄悬殊、模具温度过高,型腔内气体压力较高导致的排气不良等都会引起压铸件产生欠铸。可通过改进压铸件结构和优化工艺参数进行改善。
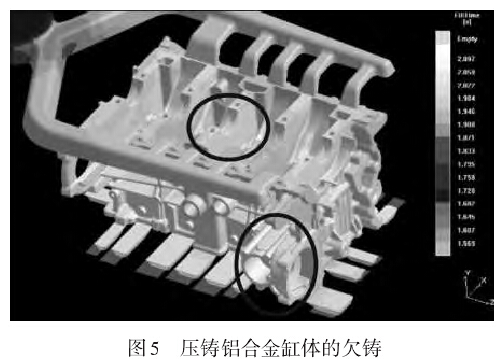
5.1压铸铝合金缸体的欠铸现象
如图5中圆圈所示,压铸铝合金缸体第三主轴承座和水泵壳体位置易产生欠铸缺陷。
5.2产生原因
对其进行压铸填充过程模流分析,如图5所示,颜色浅的部分是填充速度最慢的部位。图5中圆圈所示的缸体第三主轴承座和水泵壳体位置填充时间明显慢于其他位置。第三主轴承座区域填充较慢主要是因为两侧与曲轴箱连接的位置壁厚较薄,不利于铝液流通;水泵区域填充较慢是因为水泵在整个压铸系统的末端,铝液流通距离较长,因而在这些区域出现欠铸缺陷。
5.3改善措施
将缸体第三主轴承座区域壁厚由4mm增加到5mm,进而加大铝液的流通面积,加快填充速度;将水泵区域下部的加强筋高度和厚度增大,相当于增加了一个到水泵的浇道。采取措施后,改善了第三主轴承座和水泵区域的欠铸质量问题。
以上介绍的是压铸铝合金缸体生产过程中产生的主要质量问题。为了防止缺陷的产生,只要满足了压铸成形工艺条件、压铸时的工艺参数、压铸零件和模具结构、压铸设备和生产操作规程和管理规范要求,并根据压铸件的缺陷状况,分析产生的原因和规律,在实践中不断积累和总结经验,就能够有针对性地采取措施,有效地消除质量缺陷,提高压铸零件的
质量和生产效率。
6结束语
随着对环保、轻量化的要求日益提高,汽车中的许多关键部件,如发动机缸体也逐渐转向压铸生产。在铝合金压铸零件生产过程中,由于铝合金熔点低,在高温下极易氧化和吸气,填充速度快,且散热较差,容易出现各种缺陷,如气孔、缩孔、裂纹、欠铸等。这些质量问题对零件的强度、使用性能、使用寿命和工作可靠性等有很大的影响。文章结合生产实际,对压铸铝合金零件出现的这些质量问题进行了分析和改善。最终目的是生产出合格的铝合金压铸零件,避免实际浇铸的成本浪费,满足企业实际生产需求,为企业带来显著
















 27.35万
27.35万








































