文:许一帆
摘要:根据零件的结构特点,结合本厂设备条件,合理安排工艺步骤,采用恰当的定位和夹持方式,确保零件的装夹刚度,满足零件的垂直度要求。另一方面,针对原有设计的不合理之处,作适当的改善,提高零件的加工经济性。
1. 零件结构
试制一新零件,结构如图1所示,零件呈伞形,壁厚仅4mm,毛坯为压铸件,材料为YL108。
客户着重强调要保证φ8F8 和φ12F8两孔相对宽

的槽的垂直度,之前别的厂家都是因为此处不合格而被否决了。客户甚至建议利用数控旋转工作台,先铣
槽,然后将工件旋转90°,再加工φ8F8和φ12F8孔。
2. 工艺分析
对该零件的工艺分析如下:
(1)由于毛坯是压铸件,精度高,加工余量少,加上材料是容易切削的铝合金,工序上没必要分粗、精加工,可以一步到位。
(2)毛坯刚性差,可选择的夹持位置不多。工序安排、装夹方式和夹具设计均应优先考虑如何避免装夹变形。
(3)槽、孔共3组,沿圆周均布,除了要解决孔对槽的垂直度外,还要处理均匀分布的其他槽及孔,而我厂的数控旋转工作台只有一轴,因此客户的建议并不现实。
(4)基于原因(3),槽与孔只能放在不同工序上完成,这对夹具和设备的精度要求很高。
3. 工序流程及夹具设计
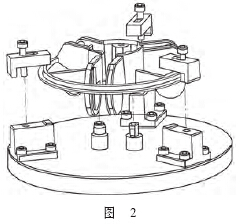
(1)在加工中心上,以3个均布沉孔中的2个来定心,大端面为基准面,镗φ70F7止口、内端面和φ35H8内孔,铣卡簧槽,然后铣3个均布的槽(见图2)。
由于一次装夹完成内孔、端面和槽的加工,保证了各个加工要素间的相对位置度,为后续工序打下了良好的基础。另一方面,作为后续工序的定位尺寸,图样上
槽的尺寸公差太大了,为了使定位更准确,将槽的加工尺寸改为

。
得益于压铸毛坯的精度高,利用2个沉孔定心,简化了夹具结构。支撑和夹紧的作用点选择在加强筋处,保证装夹刚度。
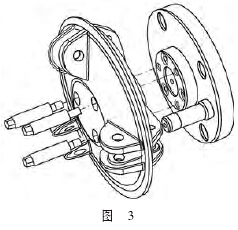
(2)此工序在加工中心的数控旋转工作台上进行。以上工序加工的φ70F7止口定心,止口内端面为基准面,加工好的

槽定位,用φ7.8mm和φ11.8mm钻头分别钻出底孔,然后用铰刀铰至规定的尺寸(见图3)。
为了减少数控旋转工作台累积误差的影响,加工完一组孔后再加工另一组,而不能先加工好3个φ8F8孔,再加工3个φ12F8孔。由于刀具刚性不足,需要选择合适的切削用量,避免尺寸和形位超差。
本工序的夹具安装在数控旋转工作台上。夹具使用柱状的定位块,以免过定位;通过3个特制的螺钉将工件固定在夹具上,此时夹紧力同样作用在工件刚性强度足够的位置上。加工首件前,应用杠杆百分表检查定位槽是否与加工中心工作台平行。
4. 问题及解决方案
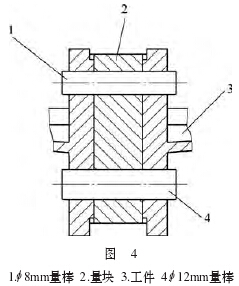
一次送样合格,但小批量试产却出现了问题。原来客户的检验要求是:将一个同样带有φ8F8和φ12F8孔、厚

的量块塞进槽中,与工件的孔对齐后,尺寸分别为φ8h7和φ12h7的两根量棒能够同时无阻碍地穿过,如图4所示。
出现的问题是:两根量棒不能同时穿过,但可以单独穿过。说明孔对槽的垂直度是没问题的,只是工件和量块各自的两孔中心距不一致导致问题的产生。像这样要求保证两个零件的两孔垂直度、直径和中心距高度一致,只有配作才能实现。
从客户处获知产品已定型,若改为配作,又会为生产安排带来一系列问题,而且实际要求又并非图示那样高。综合考虑各个因素后,建议客户将与之配合的零件和量块的两孔直径适当加大,改为φ8D8和φ12D8,以消化两零件中心距的误差。
5. 结语
经过上述改进,后续批量生产顺利完成,说明此工艺流程和夹具设计还是合理的。


















 27.35万
27.35万








































