文 :龚 旭 重庆隆鑫压铸有限公司
摘 要:通过对压铸铝合金熔炼的介绍以及熔炼工艺因素对压铸件内部质量的影响的分析,探讨铝合金压铸件的气孔成因及对应措施。
关键词:铝合金;气孔
1. 概述
铝合金压铸件质轻,强度高,工艺性好,更由于零件的加工周期短,所以铝合金现在越来越多地用于零件成型。现就压铸铝合金的熔化工艺与压铸件气孔问题的关系作一些探讨。
2. 铝合金的熔炼
2.1 铝与氢的关系
铝合金在液态时有吸收气体的倾向,所吸收的气体主要来源于两个方面,一方面是先天性的铝材中所含有的气体,另一方面是后天性的,是在用不同熔化方法所吸收的炉气,和从周围环境潮湿空气中,炉料上粘附的水分和油污以及未烘干的除气剂、熔炼中所吸收的水分。由试验研究表明,铝合金吸收气体中含量最多的为氢气,所以氢气是除气的主要对象。
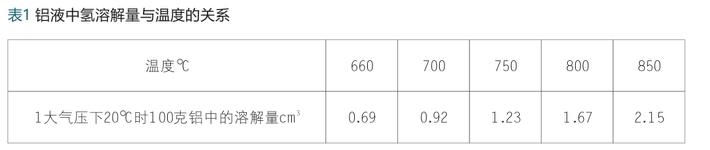
铝合金中氢的溶解量随铝液的加热温度的升高而增加,从 600℃左右开始吸收氢气,至 750℃是吸气量逐渐增加,如表 1 所示,所以一般控制铝液温度不应超过 750℃,以免吸收大量氢气。氢气溶解于粘液中与铝成为”液相体”,在凝固时氢不溶解于铝而逸出,但因铸件表皮先行凝固,氢无法逸出,因而留在铸件中,形成气孔。
2.2 除气剂
除气剂的目的是去除铝合金溶液内吸收的氢气,防止铸件内部产生气孔,并使结晶变细。除气剂可分为固体除气剂和气体除气剂两种。固体除气剂有 ZnCl2、MnCl2、AlCl3 等,气体除气剂有氯气和氮气等。
2.3 铝合金氧化
铝氧化时生成氧化铝,它会强烈地吸收氢气进入铝液中,同时铝及其合金溶液受氧化铝玷污使其性能剧烈恶化。氧化铝不溶于铝液中,但它会使合金流动性降低,使铸件形成气孔、裂纹和斑疤的倾向,从而降低了铸件的机械性能和加工性能。
为取得较纯的铝合金的必要条件,首先是使用干燥无污垢的炉料。金属表面的水分和锈蚀生成物是合金受氧化而玷污的首要原因。熔炼时,铝合金的氧化是与炉内气氛的相互作用而发生的,合金液的温度越高,氧化程度越剧烈。因此好的熔化条件,不使合金液过热时防止铝合金氧化的一个重要内容。
2.4 铝合金的熔炼
① 熔炼时铝液温度不应超过 750℃;
② 铝锭与回炉料应为同一牌号;
③ 铝液必须经过除渣除气后才可浇注
④ 精炼后铝合金应在 2 小时内浇注完毕,如停留过久,需作快速分析,合格后再作第二次除气处理后才可浇注。铸铝合金停留时间不宜超过4 小时,每超过 2 小时,需作第二次除气处理。
3. 针对熔炼所做的改善
3.1 熔炼温度
为使铝合金溶液不吸收大量氢气,故将熔炼温度控制在 720±20℃。
3.2 原材料

回炉料
由于金属表面的水分和锈蚀生成物是合金受氧化而玷污的首要原因,因此为取得较纯的铝合金,铝锭必须干燥无污垢。并为了降低回炉料对铝液质量的影响,故我司只添加余料柄作为回炉料。
3.3 除气、除渣

除渣
从熔炼炉中出来的铝液需经过除气、除渣后方可转运至机台进行生产。我司采用浮游法通氮精炼,加入精炼剂旋转除气,利用氮气泡吸附铝液中的氧化铝夹杂物并带至铝液表面后人工去除。
4. 改善前后效果对比
经过实施上述改善措施后,我司为宝马公司所提供的变速器盖和链轮室盖的机加合格率从50%提升至 80%,效果显著,极大的降低了报废率,节约了大量生产成本。#p#分页标题#e#
改善前后气孔对比
5. 结论
铝合金压铸件的气孔缺陷是由于铸铝合金在熔炼时吸收了气体所致,因此预防措施可从熔炼工艺上解决:
1)炉料应放置在干燥的场所,避免日晒雨淋而受潮,以免熔化时氢气含量增加;
2)与铝液接触的工具必须涂上涂料并预热;
3)熔炼时,应严格控制铝液温度,以不超过750℃为界限,铝液温度越高,氢气吸入量越多。经除气精炼后的铝液在转运包的停留时间越长,含气量增加越快;
4)除气剂应充分干燥。
综上所述,在做好熔炼工艺管控的前提下,即可获得优质、少气孔的压铸件。


















 27.35万
27.35万








































