文:一汽铸造有限公司成都有色铸造分公司 蹇 超
摘要:叙述了EA211缸体的压铸生产背景,生产验证了3种压铸工艺对缸体轴瓦区域致密性的影响,确定了采用局部挤压工艺作为铝合金缸体的压铸工艺,描述了局部挤压工艺中3个工艺参数对轴瓦区域内部致密性的影响。
关键词:铝合金;缸体;挤压
汽车轻量化,就是在保证汽车的强度和安全性能的前提下,尽可能地降低汽车的整车质量,从而提高汽车的动力性,减少燃料消耗,降低排气污染。实验证明,汽车质量降低一半,燃料消耗也会降低将近一半。由于环保和节能的需要,汽车的轻量化已经成为世界汽车发展的潮流。随着汽车工业的发展,铝合金压铸件的产量每年以13%的速度增长,其产量占压铸件产量的75%以上。
大众汽车 (Volkswagen) 是一家总部位于德国沃尔夫斯堡的汽车制造公司,也是世界四大汽车生产商之一的大众集团的核心企业。EA211发动机是大众旗下新型汽车发动机,是以轻量化和节能环保为主要特点的铝合金发动机,同时也是首款在四缸引擎上采用气缸关闭系统的发动机。EA211可以看做是EA111的升级产品,在技术上和EA111有许多差异,该产品在轻量化、提升功率、扭矩指标以及降低减排等方面,均处于国际领先水平。
1、 缸体铸件参数及缺陷
EA211 发动机的核心备件之一为EA211缸 体。EA211缸体合金材料为Al Si9Cu3,为典型的压铸铝合金,其外形尺寸为377 mm×274 mm×320 mm,平均壁厚为6~10 mm,其中瓦座
位置壁厚为10~15 mm,超过平均壁厚。铸件最终将在图示位置增加螺纹孔,以便于将瓦座固定在缸体上。瓦座区域如果存在缩松等内部质量问题,极有可能造成发动机泄漏、瓦座异响、瓦座脱落等严重问题。因此,瓦座区域内部质量之于EA211缸体整体质量和性能的重要性就不言而喻了。 本文着重探讨EA211缸体轴瓦区域内部质量的改善。
2、三种试验对比分析
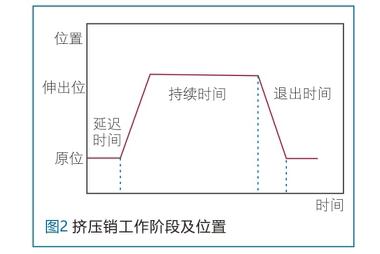
试验方案设定。试验原材料为AlSi9Cu3,压铸机型号为布勒270D。针对目前对于轴瓦区域的处理,主要有以下3个手段,即:直接铸造成形,添加预铸孔,局部挤压。作者首先比较了3种情况下轴瓦区域的质量,然后对3种中质量较好的局部挤压进行系统研究,分别研究了延迟时间、持续时间及退出时间对轴瓦区域内部质量的影响,并得出了综合性的结论。图2为局部挤压中挤压销工作阶段及位置图。
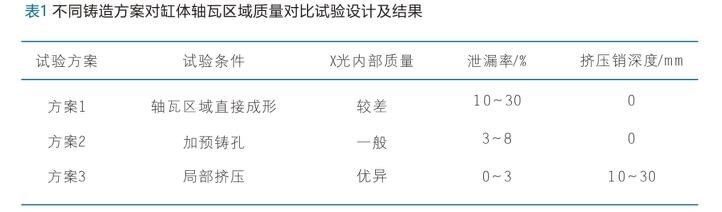
试验1设置了3种试验方案,X光探伤试验结果见表1及图3。
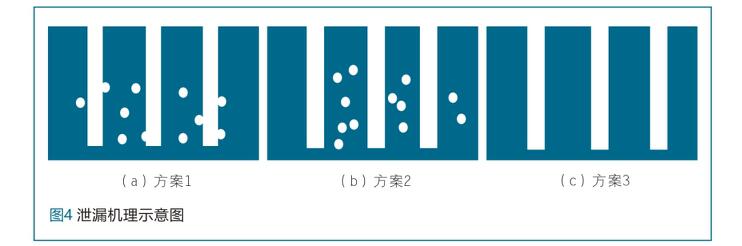
图3中可以看出,图3c的内部质量最好,整个区域未发现明显的缩松、缩孔。图3b中在增加的预铸孔周围,内部质量良好,这与所增加的型芯所形成的局部“冷铁效应”密切相关。图3a中,在轴瓦区域的下方区域,形成较为均匀的缩松,这是因为厚壁部位最后凝固造成的。上述3种试验方案,在铸件加工完成后进行试漏,泄漏率越来越低,主要的原因在于:方案1中,在后续的机加螺纹孔后,促使内部缩松与机加孔之间形成微观上的连续通道,造成铸件的泄漏;方案2增加预铸孔后,泄漏率大幅度降低,主要原因是在预铸孔后,预铸孔周围0.5~1.5 mm的范围内内部质量更加致密,且引起局部凝固方向的改变,某种程度上相当于减小了该厚壁区域的壁厚。图4是方案1、2、3对应的泄漏机理示意图。其中,白色为预铸孔或机加孔,圆点为内部的缩孔 (缩松在图中未示出,实际缩松对泄漏的影响比单独的缩孔严重得多)。
3、 缸体局部挤压试验分析
3.1 挤压持续时间的影响
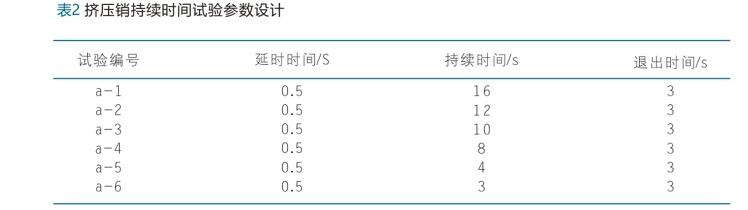
一般认为,局部挤压有利于改进轴瓦区域的内部质量。但是,从缸体压铸行业的时机应用角度来看,并非是在使用局部挤压后铸件相应区域的内部质量均有改善,主要原因在于挤压参数对内部质量影响未能彻底搞清楚。本试验目的为明确挤压持续时间对质量的影响,表2为局部挤压试验中挤压销持续时间试验参数设计的详细情况。
表2 挤压销持续时间试验参数设计
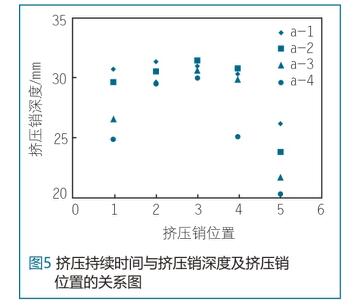
从挤压后深度的角度来判断局部挤压对该区域质量的影响,主要依据在于当挤压后深度越深,该区域的内部质量越好,CT光下观察该区域存在的缩松、缩孔越少。图5为挤压持续时间为变量条件下,挤压销深度及挤压销位置的关系图。可以看出对应同一组参数,挤压销位置1与位置5的深度较浅。主要原因之一在于挤压油压在不同位置而略有分布不均。
图6为不同挤压销位置的CT扫描结果 (试验方案为a-6)。图6a为位置1轴瓦区域CT扫描结果,缺陷区域最大尺寸为17.67 mm;图6b为位置2轴瓦区域CT扫描结果,缺陷区域最大尺寸为1.80 mm;图6c为位置5轴瓦区域CT扫描结果,缺陷区域最大尺寸为11.59 mm。
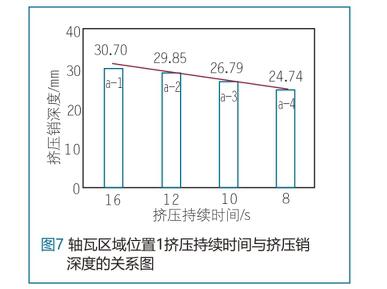
图7为位置1挤压销深度与挤压持续时间的关系。由图7可以看出,随着挤压时间的减少,挤压销的深度逐渐降低。因为在挤压过程中,铸件处于增压保持阶段,若挤压销持续作用时间变短,可能导致轴瓦局部区域向挤压销缩回方向膨胀。
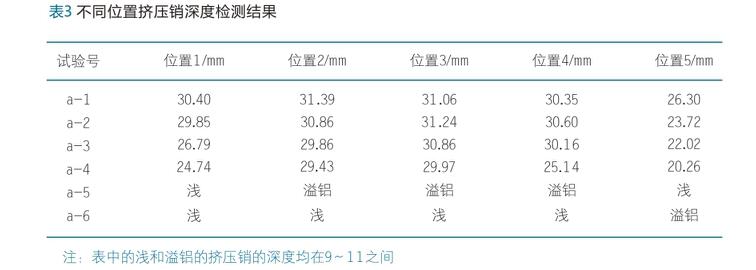
表3是挤压时间与挤压销深度的关系表。由表中的a-5与a-6试验,可以看出:随着挤压时间的缩短,可能导致挤压结束后在增压作用下,铝液往挤压销与模具的间隙处溢出,即在缸体挤压销位置表现出溢铝现象。
图8是缸体在挤压后溢铝的图片。主要原因在于:当缸体在压力保持阶段,铝液未完全凝固期间,挤压销产生的挤压力回撤,导致表面已经固化的挤压销位置由于受增压产生的内力过大,而导致未凝固铝液冲开已经凝固的表层,形成突状物。图8所示位置亦可以从另一方面说明,挤压销在a-1、a-2、a-3、a-4所反映出来的规律,即中间位置挤压销深度较深。
3.2 挤压延迟时间的影响
挤压延迟时间与缸体挤压销深度关系的试验结果
见表4。
图9是在挤压延迟时间为变量条件下,挤压销深度与挤压销位置的关系图。可以看出,依然是挤压销的深度与挤压销的位置直接相关。同时,对于相同位置挤压销,随着挤压延迟时间变长,挤压销的深度变浅;当延迟时间>2 s时,延迟时间越长,挤压的深度越浅。主要的原因在于:金属液在靠近模具侧快速冷却后,由外表面向内固化。当延迟时间>8 s时,从内至外的固化层深度已达到一定厚度,此时对之进行局部挤压,首先引起的可能不是铸件内部致密度的增加,而是表面固化层的变形 (图10)。
3.3 退出时间的影响
本试验主要考虑退出时间对挤压销深度的影响。从表5可以看出,退出时间对挤压销深度,即内部质量的影响不大。
4、 结论
(1) 局部挤压能够明显改善铝合金缸体轴瓦部位的致密性,降低泄漏率。
(2) 一定范围内,挤压持续时间对挤压深度呈正相关,轴瓦区域致密性越好。
(3) 挤压延迟时间在>8 s时,挤压深度下降明显,轴瓦区域内部致密性越差。
(4) 挤压退出时间对挤压销深度影响不明显,对内部致密性影响最小。

























 24.07万
24.07万






































